Final Assembly 2008

To see the final assembly of the
Bullet as well as it's testing, and finally it's voyage to
Bonneville, go to the Bonneville
3 web page. From the finishing of the 139" Turbo Orca
motor, its installation in the chassis, and to the untold
number of details that have to be done to get the Bullet
operational, follow Mike Geokan on his final push to
Bonneville.
Final
assembly comes at the end of a long process. Scroll
down the page or click on the links below to understand what
it takes to build a Bonneville racer in the tradition of
Burt Munro, The Summers Brothers, Sir Malcolm Campbell and
many others. See the Bullett's maiden
voyage to the Bonneville Salt Falts.
Bullett
Construction....Chronology













It took Mike a total of about 1500 hours of
planning and parts gathering before he began construction of
the Bullett. This is uncharted territory and you have to take
what you've learned in hundreds of runs at Bonneville and
factor in things like safety and course conditions as well as
the dreaded Salt Bears before you start construction.
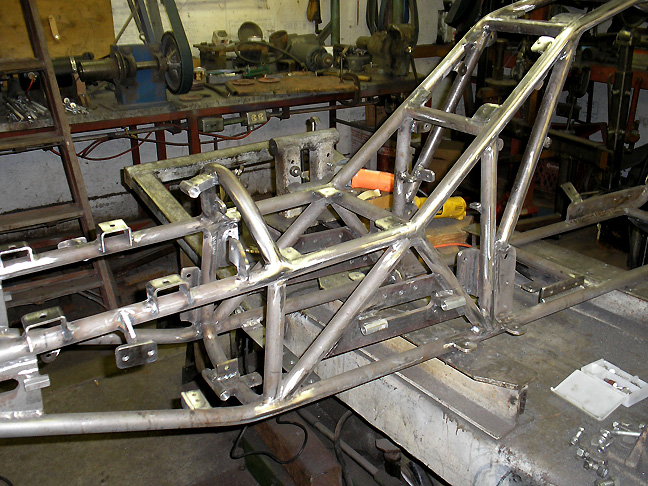
What you see here is about 50 feet of .125" wall
1.125" seamless tubing that Mike's Frame Shop has bent and
welded into the initial truss structure. The design was first
run through a computer FEA simulation and it's stiffness was
verified. Inspected by the top SCTA/Bonneville National's
motorcycle inspector it was deemed "The strongest motorcycle
frame he had ever inspected".
Follow Mike Geokan on a long journey of
determination. That light at the end of the tunnel may be an
oncoming train or it might be a momentary flash where
realization and reality meet. Damn the consequences.
I'll be your Wingman 

The polished aluminum skin is hammered from a
Viet Nam era F4 Phantom Wing Tank that Mike discovered in a
salvage yard near Salt Lake City. Two wing tanks were
purchased for the Bullett project. One was manipulated with a
jig saw and an English Wheel into the Bullett skin and the
second tank stands guard outside Mike's shop should close air
support be required.


Mike has fond memories of Air Force Phantom
pilots and sorties by "Puff The Magic Dragon" or "Spooky".
Look it up. Mike's experience in Viet Nam was in Armor.

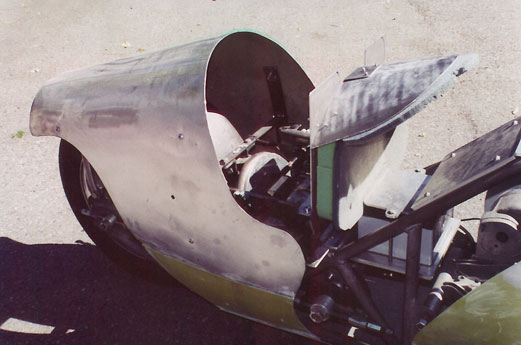
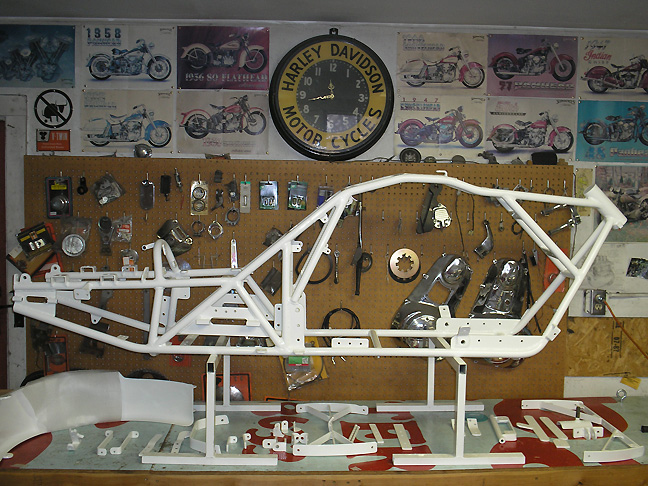
Shown here with a combination of cardboard and
aluminum skin. The Bullett has 16% less frontal area than does
the original record holding #226 Blue Bike. The rider is
positioned behind the engine and the upper frame rails were
later altered to clear the 139" ORCA
motor. The stainless steel fuel tank is positioned to the
front of the engine and stainless steel saddle tanks for oil
and water are positioned in the rear flanks of the bike
beneath the aluminum skin. The window is an XR750 item that
Mike had used before. Wheelbase is 99" with a 45 degree rake.
Seat height is 24".

"To the sculptor form is everything and is
nothing. It is nothing without the spirit - with the idea it
is everything." - Victor Hugo, May 13,
1885


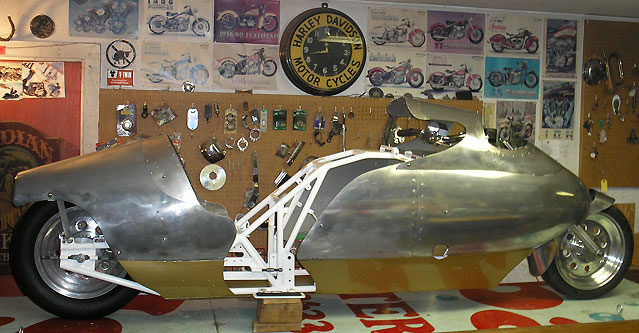
The aluminum skin was formed at Mike's Frame
Shop on an English wheel from a F4 Phantom wing tank. It is
just wide enough to cover Mike's shoulders and hips at speed.
The special Goodyear Land Speed Record tires get rid of the
problem of using street rubber which isn't certified for these
speeds. The engine runs a jackshaft which in turn powers the
rear wheel.
Of course these days you could just go buy a
Suzuki Hayabusa, add a turbo, and proclaim yourself a go-fast
guru. In the period from 1988 to 1992 we did just that i.e. we
turbocharged the first GSXR Suzukis and were the first to set
200 mph records at El Mirage and Bonneville. People did not
believe us when we said we did nothing to the engines. We
didn't. It's more fun to take pushrod dinosaurs and build
things instead of buying your way to glory.
What are we anyway? Are we consumers, or are we
builders, designers, craftsmen and innovators? Think about it
the next time you climb into your Lexus, glance at your Seiko
watch and speed home to stretch out in front of your Plasma
wide screen TV. Somebody has to make things. Oh well! Let's
just buy our way to happiness and hell if we know how things
work or how to make them.
Bonneville is the last place left for
fun....Power Seat!
Mike installed a power seat in the Bullett that
flips forward to access the RSR Fuel
Injection and the MSD ignition system, relays, fuses
etc. The power seat allows Mike to scoot the seat forward to
putt around on and then power it back to get his profile lower
for the high-speed long course runs. Besides, it's a great
conversation piece and the car guys love it. You gotta have a
sense of humor, otherwise you might take this too seriously
and then it would be all "do or die" and the fun would be
gone. Get a grip on reality, step back from the insanity and
realize the journey also has to be fun.
You can't do it alone
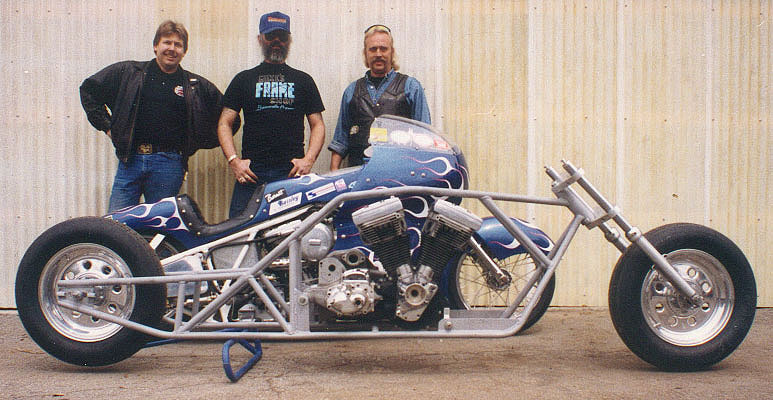
Mike Geokan flanked by master engine builder
Carl Pelletier (left) of Competition
Motorcycles and Bryan Stock (right) master Harley
mechanic, welder and crew chief.
And Eve

You need help on projects like these and whether
it's the girls at the Torch
Lounge, your fellow club members at Brother Speed, or
hands-on people like Carl and Bryan, you just can't fly alone.
It's always about the people. You can't talk to the walls when
it's over with and when you go home you need people who care
about you and the risks you've taken. Everyone has to lay it
on the line whether it's g-strings, torque wrenches or welding
torches. The road to glory is paved by pain and sacrifice and
those who aren't around at closing time never know the meaning
of brotherhood.

Salina, an exotic dancer, has lent her support
to Mike's effort.
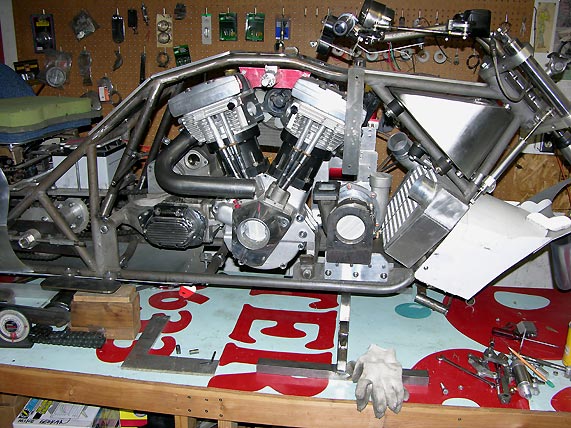
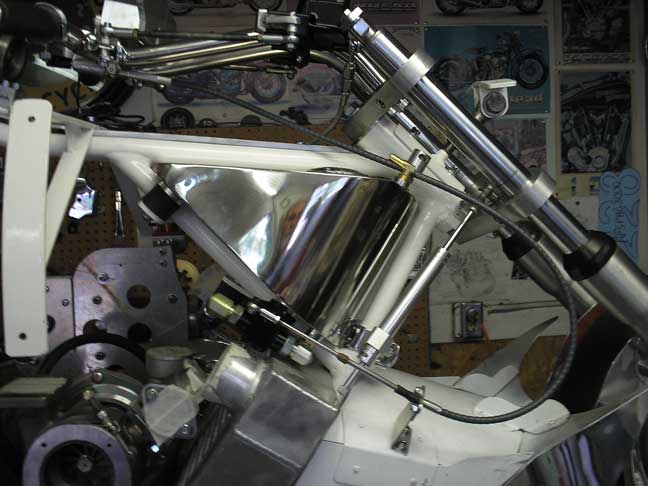
Construction of the Turbo System

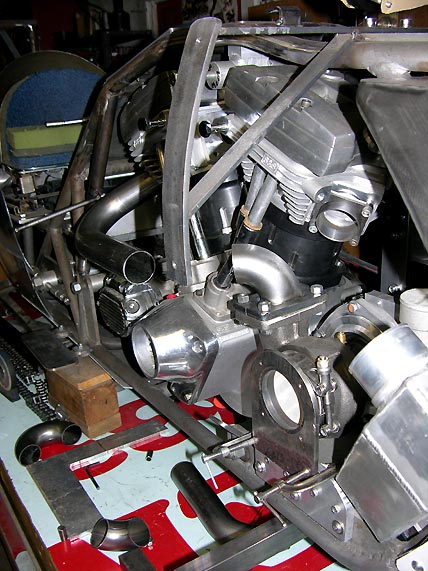
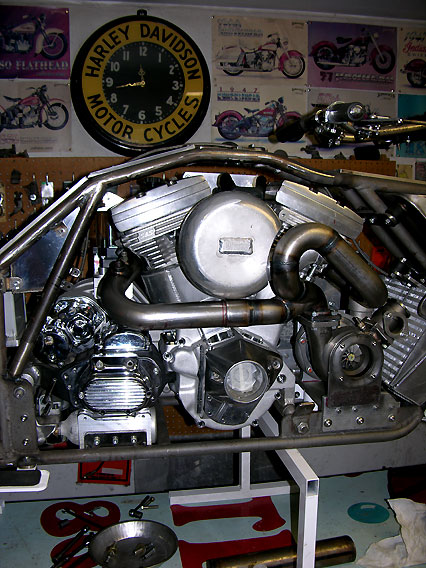
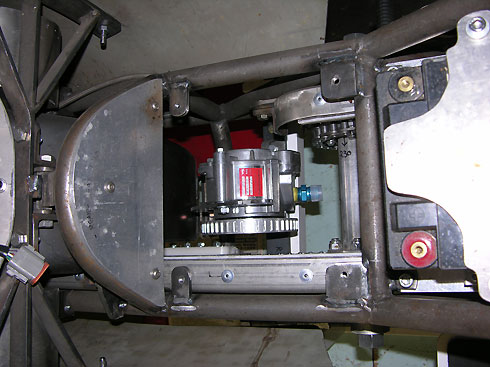
You have to start with the outside in place
before you can build the inside. Bonneville is all about
frontal area and you have to make the parts fit inside the
fairing. Of course you have to worry about pushrod adjustment,
hoses, connector pipes, plenums, and the like. Take a peek at
what you are facing, screw up a 3D image and then take the
fairing off and get to work.

This is the area where we get to build the
exhaust manifold. You have to "see" the design before you
start cutting and welding. Notice the curvature of the fairing
as it folds around the 139" ORCA motor to reduce frontal area.
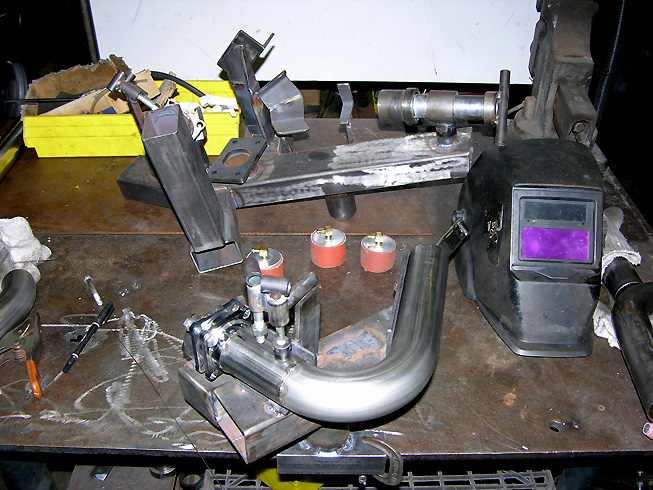
The 12v oil pump for the turbo
sits on the bench awaiting its place in the system. All the
parts have to work together. If they do, you go fast and go to
the casino for dinner. If they don't, you stay up all night
wrestling with problems 1000 miles away from your shop.
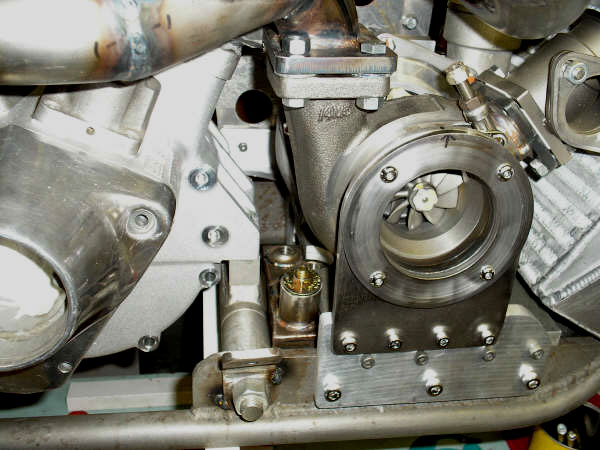
We start with knowing where the turbo is going
to be. In this case, Mike has the turbo mounted independently
of the exhaust manifold with a steel Marman flange on the
exhaust discharge and another machined plate holding the inlet
bell...both mounted to a heavy aluminum base plate. We build
the rear 2" primary pipe first, allowing for access to the
pushrods and to clear the inlet plenum.
Next step is to visualize the front port to
collector to turbo concept. Allowances have to be made for
copper gaskets and also for enough wiggle room so you don't
have to sign up for anger management classes everytime you try
to tighten a particular bolt. This tight space called for 2"
tubes on a 2" radius. Tight like, well...whatever. Yes, that
is heavy steel to support the fairing. Think wind pressure at
200+ mph.

Parts tacked into final location. O2 ports, EGT
ports and a few other points still need to be located.

Riders are always lurking, worrying, fretting,
thinking, pondering, griping. It's only that moment when the
man says go and they disappear into the shimmering white
expanse, alone with themselves, that they are truly happy. You
can relive the ride forever, with buckets of adrenaline
freezing moments of time into a slow motion movie. The pain,
the suffering, and the hardship slowly morph into an amusing
prelude to glory where the years serve as a foundation for the
final climb. No pain, no art.
Straight runs out of front and rear exhaust
ports. Equal length primaries. Merge collector. Slip joint
construction. Turbo not supported by the header. A fixture
will be made off of the parts and duplicates will be made for
spares. The tacked parts will not be final welded as they
would change shape.

Fabrication done in 16 gauge mild steel. When
things are finalized two headers will be fabricated in
stainless steel and coated in silver ceramic coating. A
secondary slip joint will be added to the front primary and
stainless retention springs will be added. The stainless steel
donut is 2" o.d. .065 wall 304 stainless with a 2" radius. You
can get these at The
Chassis Shop. Next we will show you how you fab up
stainless turbo headers.
$660.00 Before

Get out your Miller Syncrowave, band saw,
Burr-King, hand tools, fixtures and lathe and turn these bits
into a turbo exhaust manifold that will take run after run
with up to 1800 Deg F heat and never crack or break. Be sure
to purge the tubing with argon. We bend a lot of mild steel,
but no stainless, so we ordered up some parts from Woolf Aircraft.
Slips, straight tubing, 3" radius u-bends, 2" radius 90 degree
bends...about $500.00 total Stay tuned for the "after".
Fixtures, Bandsaw, Heliarc
Stainless is expensive and your fixtures have to
be absolutely accurate unless you just like doing and redoing
things. After 30 years of this we no longer like to redo
things. Cut and precisely line the seams, tack welding with
.040" 308 stainless rod. You should not final weld the seams
unless you purge the inside of tubing with argon. That comes
later. The RB Racing S&S SA B2 flanges and Turbo Venturis
are mild steel so we had them chromed first for corrosion
protection. Fixtures provide locations for front and rear O2
ports, front and rear EGT ports, as well as a single port to
monitor exhaust gas pressure.
If it was Formula 1 we'd be using .020" Inconel
and sweating bullets. Here we just use 16 gauge common variety
304 stainless. Stainless holds in the heat, doesn't rust or
scale on the inside (the bike will be sitting for long
periods). The header is only a conduit for the hot gases and
is not structural in that it does not support the turbo. Two
slip joints allow for expansion. Solid silver paste
(expensive!) is used in the slip joints to prevent galling.
Purge
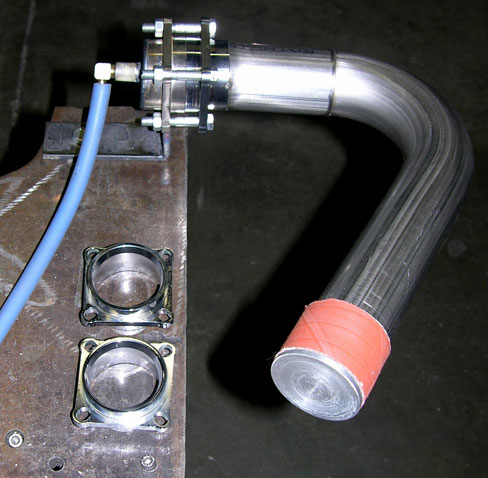

Argon flowing to inside of tube prevents
oxidation / contamination of the stainless. Fixture allows
rotation through the centerline of the tube. We lightly flare
the tubing where it meets our chrome flange/turbo venturi to
smooth the gas flow. In welding everything is preparation and
position. Of course your best welds are often in a position
where you can't see them. Zen.
Merge Turbo Collector
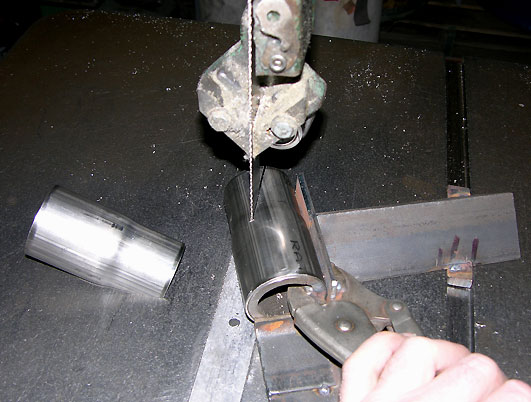

If you've done this hundreds of times it's a
road well traveled. If you haven't, then it's a lot of
expensive parts in the trash. Sliding bandsaw fixtures, high
speed sanders and surfacers and a couple of deburring and
checking operations later and you're ready to tig weld the
high velocity merge collector. Two way 2" i.e. each of the
tuned 2" primary tubes enter the slip portions and merge into
what will become a 2" exit. The pulses are individual events.

Merge collector capped and purged. No weld burn
through on the inside, just the mitered knife edges. No one
ever looks inside, but we do. Exhaust tuning is terribly
important with high output turbos. These aren't low speed
diesel engines. Each pulse is an independent event but the
high velocity merge sends strong signals back to the exhaust
ports and header length has enough elasticity (volume) to
prevent shocking the turbine wheel like a 4 3/8" jackhammer.

Fixtures. We've made thousands of them over a 30
year period. In this case we need to make a prototype, and
then a part we are going to race with. The fixture allows you
to replicate your work so you can make a spare part if
something happens 1000 miles away from your shop. The parts
shown will be purged and welded in sections.

Here's the welded part with two slip joints. The
turbo is already supported by thick machined plates so as not
to stress the header. The slip joints allow the manifolds to
survive the extreme heat, expansion and shaking forces of the
139" ORCA engine. Spring retainers await location on final
assembly as things get really, really, tight inside the
fairing.

As long as the memory is fresh we went ahead and
made a second header as a backup. Bye bye $660.00 worth of
stainless.

Here is the turbo dump tube peeking out of the
fairing. It's always exciting to take hundreds of hours of
your work and cut a hole in the middle of it. Hey, showtime is
coming and it has to be done. Why wait?
1000 Hp Fuel Pump and Radiator

SX Performance fuel supply for the Turbocharger.
Stainless steel gas tank. Radiator for the watercooled
cylinders and for the watercooled turbocharger. SX regulator
will not cause a pressure rise as it will bypass enough fuel.
Emergency Fuel/Electrical
Shut-Off


The rules call for a fuel shut-off valve
activated from the handlebars. We use an AN8 Fuel Shut-Off
unit from Enderle Fuel Injection. In addition to the shut off
valve we have a handle bar kill switch that kills all
electrical systems including the fuel pump as well as a
tethered Pingel deadman switch, attached to Mike, that will
kill all systems should the rider be separated from the bike.

Here's the Enderle 2-way shutoff valve installed
on the base of the Bullet's stainless steel gas tank. AN10
lines lead to the SX Performance Fuel Filter. The shutoff
valve is cable-operated from the handlebars.

Mike painted the handle for the shutoff bright
yellow and will label the T-Handle "Fuel". To the left of the
Enderle shutoff is the Pingel electric shifter that allows
both up and down shifts and the touch of a button.
Intercooler
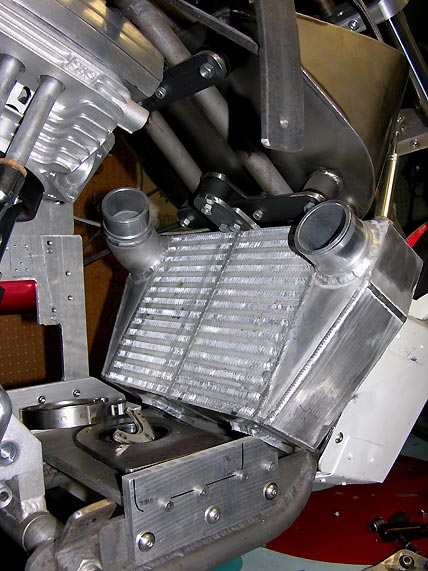
Turbochargers without intercoolers are about as
stupid as Donald Trump getting married without a pre-nup. We
have 500 hp+ worth of intercooler core capacity with machined
2.5" inlets and exits. The intercooler is rubber-mounted and
is of the stacked plate design for maximum survivability.
Discharge temperatures at 25 psi approach 300 deg F. With 200+
mph of forced air, and some other help from an intercooler
spray system, we'll get back close to ambient. A second water injection pump to spray
the intercooler.

Air is ducted to the intercooler core behind the
45 degree raked fork tubes. Dual steering dampers and minimal
steering lock are requirements for long course Bonneville
running. If you get into trouble at 200+ a tight turning
radius is not a benefit. We will pre-chill the intercooler
before runs.
You can never be too rich or too
thin....
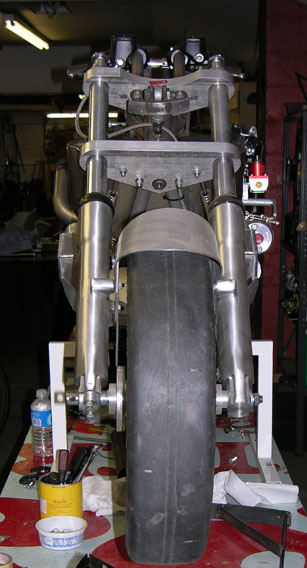

Everything, when it comes to top speed, is about
frontal area. You can have all the horsepower in the world and
it won't help if you have a "barn door" frontal area. Mike
Geokan designed the Bullett where the width is defined by his
shoulders and his posterior. Picture your legs folded up,
wrapped next to the water-cooled 4 3/8" bore cylinders with
your arms out stretched and have someone get out the tape
measure and come up with a rectangular area your body fits
into, then round the corners of the rectangle. This will
ultimately be your limit. Mike designed the bike to fit his
"limit" and rolled the aluminum skin to slip him through the
air.
Tires

When you are after some really high speeds and
your ass is in the seat you have to do some soul searching
about tires. Mike designed the Bullett around Goodyear Eagle
Land Speed Record Tires. He bought one set at the start of the
project along with two 15" 300 mph certified Funny Car wheels.
The Bullet is is heavier than rice rocket and the latest 17"
modern motorcycle tires are really not designed for these
weights and speeds. The loads, the weight, and the speeds
dictated specialized rubber. A pair of these tires costs about
$900.00. Buy one set for the design and fabrication stage
which took a number of years and then buy a new set for
Bonneville. Ouch! That's how they ship them. Slap on a label
and off they go.
The Eagle LSR tires are certified 300 mph items.
All you have is the contact patch between you and the record
or trouble.
Goodyear and Firestone were the major players in
Bonneville history as well as Avon and later on Mickey
Thompson. Many of the older cars and bikes were designed
around rubber that is no longer available. You just can't go
out and buy a set of 600 mph rated tires anymore.
Adjusters
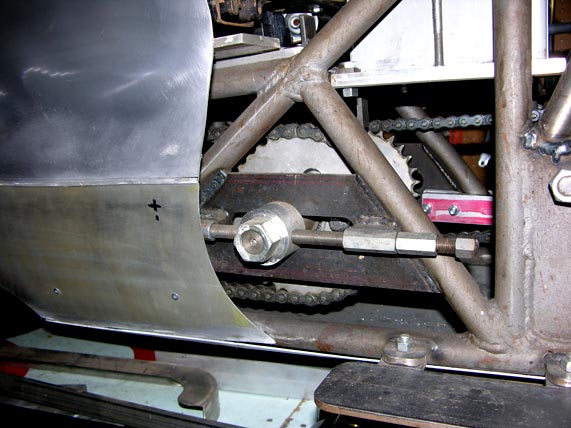
Both jackshaft and rear wheel adjusters are
locked fore and aft to prevent any movement. Mike didn't want
any question to arise in this area and his experience with
large rock crushing machinery led to this well-proven design.
Controls

With a 99" wheelbase specialized controls are
called for. Mike bent up and fabricated the stainless steel
handlebars and Carl Pelletier machined the custom billet
triple clamps. Heim joints connect the hydraulics to the
levers. Upshifts and downshifts are by a Pingel electric
solenoid shifter, or by manual foot linkage. A backup air
shifter can be hooked up in a few minutes. The clutch is a
complete custom sintered iron hydraulic unit by Carl Pelletier
of Competition Motorcycles.
Old style analog tach mocked up. To be replaced
by a billet ORCA Tachometer that
has memory, shift lights and digital displays. A separate
billet instrument pod is being prepared for the area beneath
the tach so Mike can monitor two egt temperatures, engine
manifold pressure, and battery voltage. A data acquisition
system is also being installed.
And Me Without My Skin

The empress may have no clothes but she still
has the goods. Lady in waiting. An unadorned warrior waiting
battle dress. Tension in the metal.

Lower chain guide block fabricated from
stainless steel and machined plastic blocks cross bolted into
place. Jackshaft and adjusters. Right side saddle tank. There
are two saddle tanks in the tail section. One for the dry-sump
139" ORCA oil system and one for the
water injection. The tanks are stainless steel and are rubber
isolation mounted.

Once the tanks were finalized they were
polished. Since they are stainless, they will pretty much stay
in this condition. The tanks were pressure tested.

Here's the polished stainless steel gas tank.
It's suspended on rubber isolation mounts. If we choose to run
methanol we can reprogram the RSR ECU in a few minutes and
switch to four injectors, 2 primary and two staged. The
stainless steel has no "issues" with the corrosive methanol.
Unfortunately two years later we found out that Mike Geikan
had never cleaned the gas tank and stainless steel shavings
jammed our SX Fuel Filter causing the bike to go lean and
destroy two pistons.
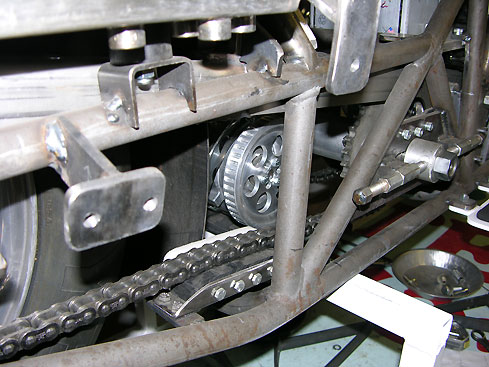
Jackshaft

Jackshaft mechanism transmits power from left
side to right side and the intermediate sprockets allow tall
gearing without going to an absurdly small rear sprocket.
Visible are the left and right teflon-lined stainless steel
chain guards. Bonneville SCTA/BNI Rules require guards 1.5"
(38mm) in width. Mike made the guards so they are removable
which entailed making removable brackets as well.
The jackshaft rides in Timken tapered roller
bearings with seals on a 1" diameter shaft.

Final drive stainless steel chain guard,
teflon-lined. Bike is being prepared for Jim's FAT 5
transmission in the super strong Delkron case. All final parts
are being fit prior to any final fabrication/welding and then
the bike will be disassembled for powder coating. The frame
and supporting stands will be powder coated white.

Details of jackshaft mechanism. Note full
triangulation of the final drive area. The engine and
transmission will be trying to twist out of the frame. The
engine, the transmission, and the entire drive mechanism are
locked into a triangulated structure.
Unlike a drag bike where you are driving on the
wheelie bars and the rear tire, Mike has to keep the front and
rear wheels perfectly aligned with no frame flex. If the
chassis tries to twist, the bike can get into a high speed
wobble and spit Mike off. The entire rear structure is rigid
and triangulated with the final contact patch running through
Goodyear 300 mph LSR tires.
Leonardo

When Mike is not figuring out how the Egyptians
built the pyramids (he has a model) he's either working on the
foot shifting mechanism for the Bullet to supplement the
electric shifter or finishing other items on his list. There's
always a clock ticking however, and Mike calculates he has
another 500 hours to go. As Joseph Campbell, in his PBS series
with Bill Moyers, said... "follow your bliss". When you do so,
the time passes quickly.

Wooden mock-ups translated into metal. Mike made
triple-redundant shift mechanism...Pingel electric shifter
backed up by a manual foot shifter which is, in turn, backed
up by an air shifter. The electric shifter is the primary
system. If it fails, the air shifter can be hooked up to
actuate the same mechanism. A manual shifter remains in place
at all times. Curvature of the aluminum skin dictated pump and
filter location. Special AN10 stainless steel O-Ring fittings
had to be fabricated due to the 3.375" centerline of the
filter and pump ports.
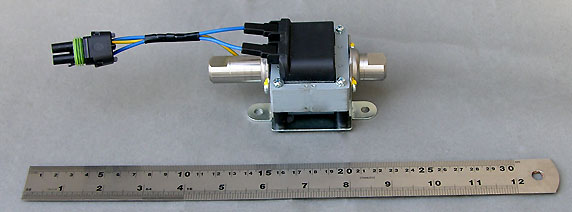
Water Pump


When people look at the Bullett Mike tells them
this is the new plastic turbo. Actually it's a magnetic drive water pump
for the Bullett's water cooling system. Cute and expensive.
Lots of people buy into turbo explanation.

Since nothing is standard on the Bullet you get
to make things like fittings and hoses. Hoses are pretty
simple. Just go to a large autoparts store, sift though page
after page of a Gates catalog and buy a bunch of hoses you can
cut up. Fittings are more of a problem as they have to work
with the watercooled cylinders, the radiator, and the magnetic
pump. Then there is the complication that the turbo itself is
watercooled. Factor in that there is virtually no space inside
the fairing with the radiator and it's fan assembly and you
end up making the fittings.
The Bullet is designed from the outside first
and then you get to do the packaging. The envelope, defined by
the fairing, is designed to hide Mike's shoulders and ass.
Frontal area is king.
Lawyers Pad their bills and
Seats!


Bikers always seem to need a lawyer or two...It
helps if they can do upholstery as well as prepare legal
briefs. In this case the Bullett gets a seat and a chest/arm
pad as part of Mike's defense team. One team provides comfort
and security at the rear and the other keeps Mike's chin and
arms from being rattled to death on the aluminum backbone
plates.
Frame Finalized

The Bullett stripped bare and ready for final
welding, blending, and powder coating. All the mounts have
been removed and all frame tabs that were tack-welded into
place have to be final welded. Mike and Bryan Stock will
inspect all welds during this final go-over.
Master Harley tech and welder Bryan Stock has
welded all the new tabs and inspected the welds. Mike and
Bryan then spend two days prepping the frame for powder
coating, dressing the welds and doing a lot of grinding and
deburring . The bare frame came in at 125 pounds.
Final Assembly
Back from powder coating. Mike chose to do the
frame in white for several reasons. First, he just wanted it
in white. Secondly, the heat at Bonneville in August can be a
bitch and Mike didn't want any additional heat sinks. Thirdly,
it makes it easier to spot and oil, exhaust, or fluid leaks
and forces you to keep things clean. Fourthly, Mike wanted it
in white.
Brackets

Mike disassembled the Bullet for final finishing
and made the comment..."It was like taking apart an old
Buick!". He ended up with 75 brackets that were fabricated to
hold all the guts, fairing etc. together. All the bolts, nuts,
washers etc. went into boxes and bags... All labeled as to
where they came from. Next step is new Bonneville rubber,
installing the engine and lots of hoses and wiring.

While the rest of the world is out skiing,
watching football, or holding down couches with piles of
cheese nachos, those working on the project only periodically
verify that there is a world outside of workshops. The sun
comes up and the sun goes down. Except for forays for parts,
the usual day to day crises, and a quick meal before they
crash, the work goes on. The clock ticks for everyone. Exactly
what time is is a serious question. For racers it is always
something in short supply.
Read the Rule Book
Read the SCTA-BNI Rule Book and there is a
paragraph about no all-white or no all-silver bikes. Rather
than get to Bonneville, get out the Krylon paint and some
tape, Mike chose to use a tough, gold powder coat that matches
the Summer Brother's famous Four Hemi-engined streamliner (see
Heroes link top of page) on the lower section of the
streamlining. The rest of the hand-rolled F4 Phantom aluminum
skin will be highly polished. Mike drew about two dozen
sketches before he made the decision. A black stripe will
separate the gold lower section and the polished aluminum.
The bike has full bellypan that has a rounded,
not flat, shape. Think low and no lift. Next up are all the
Dzus fasteners which must be installed.
Numbers and Karma
The F4 Phantom wing tank that Mike and Bryan
Stock shaped into the Bullett's skin had a serial number of
0228 so Mike checked with Bub Speed Trials and found out that
the #228 had already been taken. Mike then contacted the
SCTA-BNI and checked on numbers as he had retired his old #226
and found that #8228 was available so Mike blocked the #8228
with the SCTA-BNI. Bub then called back and said the entrant
with #228 would let Mike have the number as he was battling
cancer and could not make it to Bonneville and would be
honored if Mike would take the number. Bub and Mike settled on
the #8228 so the graphics could be completed for both
organizations. Mike will be honored to run the "8228" for both
his Viet Nam comrades and the SCTA member who is fighting
cancer.

The Bullet is narrow and long. Long for
stability and to position Mike as low as possible without him
laying down. Only as wide as Mike, as he opted not to use the
bandsaw to improve on the human form. Mike tried on all sorts
of new helmets to find one that had a large enough vision port
that he would be comfortable with. Fred Wiley, Mike's fellow
club member and former owner of Big Twin Cycle Center in
Boise, found a helmet that Mike liked and ordered it in the
white color that Mike preferred. Fred is a Bonneville 200 MPH
club member on one our GSXR Suzuki Turbos.

A new Gustafsson smoke XR windscreen being
installed. Mike has always used windscreens from Gustafsson at
Bonneville.
Heavy lifting and photos by long time friend
Walt Hennig. It's not a one man job when it comes to taking
the Bullett apart and putting the main pieces back together.
As Mike says it's like taking apart a Buick.
DZUS Fasteners

Mike got out his Dzus tools, measured the
thicknesses at the desired locations on the skin and played
around with some of the scrap F4 Phantom wing tank aluminum
and finally decided to take the Bullet to a professional race
chassis fabricator in Boise, Blackstone Race Cars. Mike did
not want to screw up the skin that he and Bryan Stock had
hundreds of hours invested in.
Dzus Fastener Tools

These are tools used to countersink 5/16"
Dzus fasteners. After some trials Mike decided to let
Blackstone Race Cars do the job. In the end, they decided
not to countersink the fasteners as the aluminum was too
thick. The F4 Phantom skin was happier with rounded head
fasteners.
Blackstone had all the correct length fasteners
and special epoxy for bonding aluminum. The thickness and
temper of the skin called for round head fasteners. You need
the specialized tools to bend and adjust the spring heights
for the different locations. One day later, with two people
working on the Bullett, all the fasteners were professionally
installed.

With the skin buttoned down the bike can be
stripped for final assembly. The clock keeps ticking.
Six Hours and $300.00 Later

After years of construction Mike hired a
professional metal polisher to come over and polish the
aluminum skin. Six hours of buffing with one break for a
sandwich that the guy's wife brought over and all the
scratches and nicks of endless fabrication were gone, not to
mention all the local and foreign travel that the F4 Phantom
wing tank had gone through.
Mike felt a bit guilty watching the guy work so
hard so he freshened up the Goodyear logos on the new tires.
Mike ended up with a bit of white on his fingers and brushes
and the polisher looked like chimney sweep from all the
buffing.
Peg of My Heart

Pegs. backup pegs...floorboards...You name it
and Mike made it. They all bolt into the same place. You never
know what can happen in inspections or other
calamities....Then there is the actual racing. 35 years of
hardcore chopper riding and a few trips through fences and
telling doctors to get bent makes for interesting early
mornings. Like a pair of comfortable shoes Mike is looking for
a set of comfortable places to plant his racing boots.
Rocketeer

Soon to be made non-slip and all-tricko, Mike
likes these "Rocketeer" floorboards, cum footpegs. Something
to do with them not folding up on him and a couple of crushed
vertebrae.

Here's the finished "Rocketeer" floorboard. Sort
of like going to a shoe store and trying on box after box of
shoes...then walking out because you couldn't find the right
pair. After going in and out of the shop and fabbing up pair
after pair, these are the ones that fit Mike's boots.
Internal Bracing
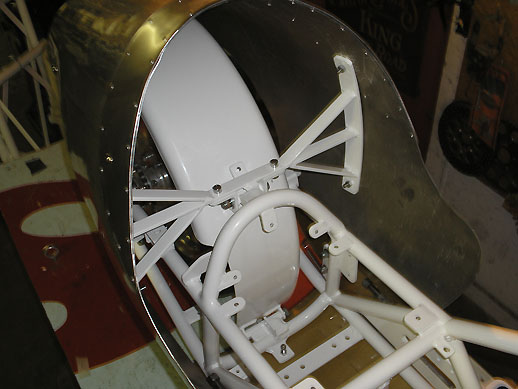

At speeds where a modern jet liner leaves the
runway the forces get pretty serious. Mike has constructed
triangulated structures that will hold the fairing in place
and him on the bike. The pile of parts are migrating back to
their home just like in the Terminator...or
in the spectacular animated film The Iron
Giant.
Inner Primary
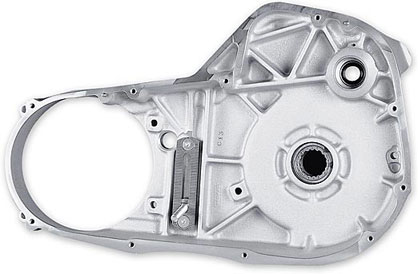
Harleys use a separate engine and transmission
which are sort of held together by the inner primary. The
O.E.M. die cast part is not strong enough for a Turbo ORCA, so
Mike specified a Delkron A356-T6 cast part. Delkron also
supplied the early style 1989-1993 FXR D5030 Transmission case
for the same reason, i.e. it's stronger.
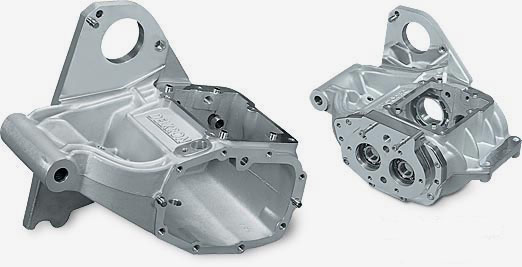
If you have 1000 lbs or more bouncing down the
not-so-smooth salt you need a strong transmission to carry the
load. Mike chose a Jim's
Fat 5 transmission which is the toughest 5 speed you can
buy. The average "buy all the trick parts" mega engine "look
at me" collection of parts custom bike might have one-half the
horsepower the Bullet will be seeing. These transmission cases
are no longer made as Delkron was sold.
Jims FAT5 Transmission

Every clown that went for a 360 tire, a Bandit
clutch, the widest belt drive he could buy, and a monster
engine, was shredding fragile 6 gear units. Jim's came up with
bigger, stronger, wider gears to carry the load and stayed at
a sensible five-speed design. Hell, all the Harley's come with
six speeds these days...there goes the aftermarket upgrade
transmission market. Next stop seven speeds and automatic
transmissions. Don't laugh, Baker Drivetrain is making a seven
speed unit. We'll stay with the Jims Fat 5.
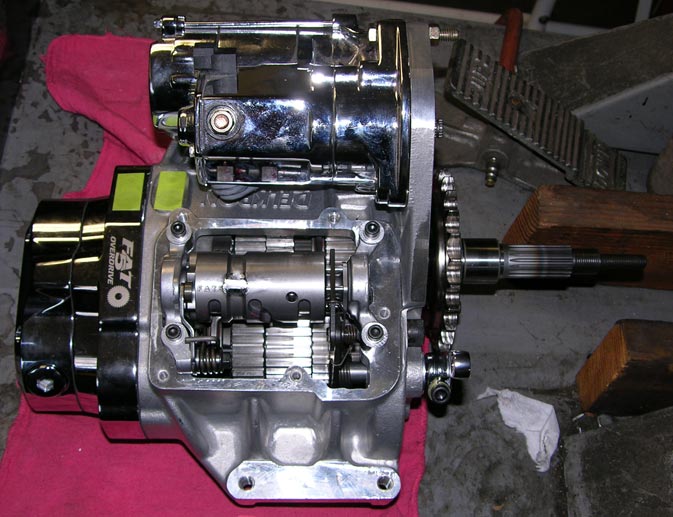
Jims FAT5 Hydraulic conversion

The clutch cover shown above is a stock late
model six-speed oem Harley-Davidson part with mechanical cable
actuation. The inner plate rotates on three ball beaings. As
you pull the clutch level the cable rotates the plate and the
three ball bearings slide up a machined ramp. The assembly
moves about .130" to cause the diaphragm spring to deflect,
releasing the clutch plates. The problem for the Bullett is
that Jim's FAT5 Transmission only ships with a system like the
oem Harley above, i.e. no hydraulic leverage.
Mike faced the same dilemma on his famous #226
Blue bike...It tooks a gorilla pull to actuate the clutch so
an external hydraulic slave cylinder was added.
The Bullet's clutch has very strong springs,
sintered iron plates, and a lock-up mechanism, all of which
require too much pressure for a mechanical cable system. To
covert the Jim's FAT5 cover we simply take a late model sport
bike clutch slave cylinder and adapt it to the Billet Jim's
FAT5 outer cover. You can't buy a cover that fits right on as
the FAT5 has a unique cover pattern. Hey!!! If you want fat
gears and a hydraulic clutch you just do it. Of course if you
bought a Hayabusa and credit-carded your way to speed it would
already have one.
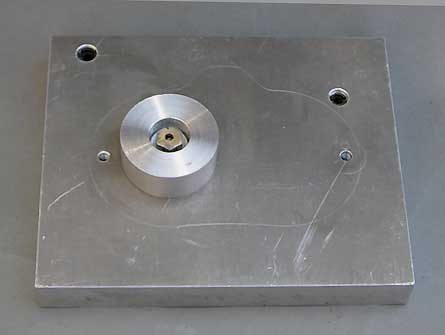

The first step is to make a fixture to do the
machining. We want to locate the center of the actuator rod so
we machine a plug to fit the cavity of the Jims FAT5 regular
cable pull mechanism. This plug is bolted to the fixture and
two additional points to locate the cover bolts are drilled
and tapped. After that, it's a series of spot drilling,
milling, taping, and boring operations to locate the slave
cylinder and machine a recess for a silicone seal. The slave
cylinder is a slight press-fit into the hole. We have to be
careful to not scratch the chrome or the judges will subtract
points.

Kawasaki slave cylinder to the rescue courtesy
of our friend Freddie West who keeps everything on two wheels
running and has every motorcycle part made in the last 40+
years stored in his memory banks. Like Freddie said...."You
want a Kawasaki part for a Harley? !!!!". We specified
Kawasaki as "Let the Good Times Roll" seemed appropriate. One
step closer, a few more aluminum chips and not much sleep. The
clock ticks faster and faster.
Did I shift into 5th?
On the Jim's Fat 5 transmission there is a ramp
that trips the neutral light. We added a second ramp so we can
illuminate a Bright Red L.E.D. on the Air
Fuel Ratio display when the bike is in 5th gear. If you
remember all those times you went for the next gear and you we
already in high, you'll understand. At Bonneville missing a
shift is like slamming on the brakes due to the wind pressure.
Clutch

We had to come up with a narrow profile clutch
for the Bullet as we are running a chain primary without the
compensator sprocket. We didn't need a wide drag racing
primary belt drive that will suck in salt debris and increase
frontal area. Chains are more efficient and a hell of a lot
narrower. A Turbo ORCA under full boost will kill about any
clutch. We have a very special
clutch for Mike's wet primary drive system. Sintered
Iron. Stay tuned.
It's all based on ancient history, Sportsters
and Nitro racing....This time with a Bonneville twist.
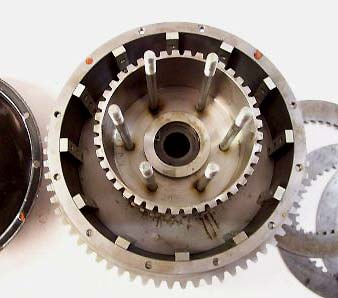


Hubcap, sintered iron plates, Sportster basket
to a big twin adaptation...dry clutch in a wet primary. Next
step is a lock-up mechanism with an outboard support on the
FXR Primary. Stay tuned. The Hub Cap gets replaced with a
machined 6061-T6 assembly that seals the clutch from oil and
features an outboard support bearing with access to the
centrifugal lock-up. Big-time complicated, but this is new
territory with heavy loads, a lot of horsepower, hammer-like
engine pulses, and weird traction conditions.
Mike Taylor of Barnett is supplying the special
sintered iron clutch internals and the billet primary cover
and Bandit
Machine Works reworked the modified clutch basket for
the additional width to accept a lock-up outer plate. Mike
Taylor of Barnett is no stranger to Bonneville having raced
there himself. Mike stepped up and got us our parts in short
order.

Start out with several chunks of 6061-T6
aluminum. Stay tuned as Carl Pelletier of Competition
Motorcycles builds a clutch basket to cover the sintered iron
plates in a wet primary drive.
Carl Lets Chips Fly!
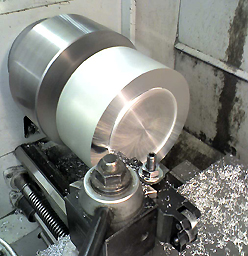



Carl Pelletier
always has a plan. Always. When you've been at the top level
of racing for decades and have built complete Top Fuel, Pro
Fuel, Pro Drag and Pro Stock motorcycles you develop the
skills, amass the machinery, and learn to think on your own.
What you see here is something you can't go out and buy, and
it's something that only existed in Carl's mind, and was
hiding inside the chunks of billet aluminum a few days before
these pictures were snapped.
Check out some of Carl's work in our documentary
on his Top Fuel program. Top Fuel 1
and Top Fuel 2.
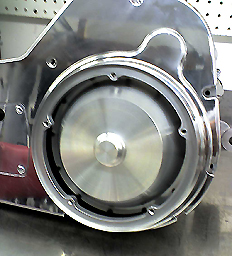
It's not fun standing at the lathe late at night
while you know customers will be screaming in the morning for
"their parts" and you're checking measurements and not trying
to screw up on something that is headed for the biggest dyno
in the world....Bonneville. An outboard support bearing awaits
the Barnett Billet cover.
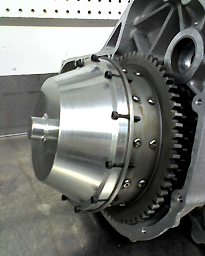
Barnett Billet Primary Cover

We chose a Barnett Scorpion Billet Primary Cover
because the derby cover is repositioned to center on the
clutch assembly which makes it a lot easier to access the
clutch and allows us to machine an outboard support bearing.
The cover is also "deeper" as racing clutches have additional
frictions and the lock-up mechanisms add to the width.
Barnett's part number for the polished FXR version is
648-30-41670. Nice part, just shy of $1,200.00. Barnett makes
some really nice parts. Beats the hell out of trying to redo a
stock die casting.
It's always about the horsepower!
Stay tuned and come back as Carl Pelletier will
show you how to build a 139" S&S TURBO ORCA motor that
will put out a reliable 3 hp per cubic inch. If you think this
is bullshit then you weren't paying attention when Carl built
Mikes 104" motor in his #226 Bonneville bike that made over
255 rear wheel horsepower..that's 2.45 hp per cubic inch...and
it ran over 100 runs at Bonneville and did street duty and
made the show circuit, all with 100% reliability. See if you
can name a gasoline powered Harley that makes 250+ hp that has
been running around for ten years and is still running.
The finless cylinders are drag racing items that
we used for prototyping.
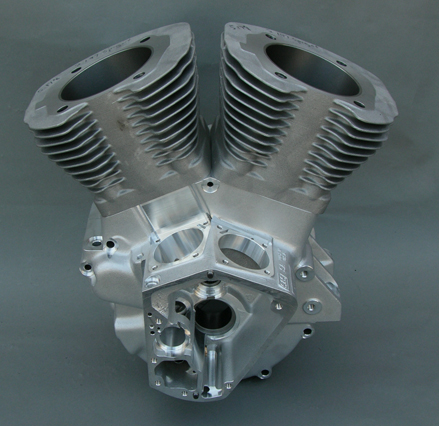
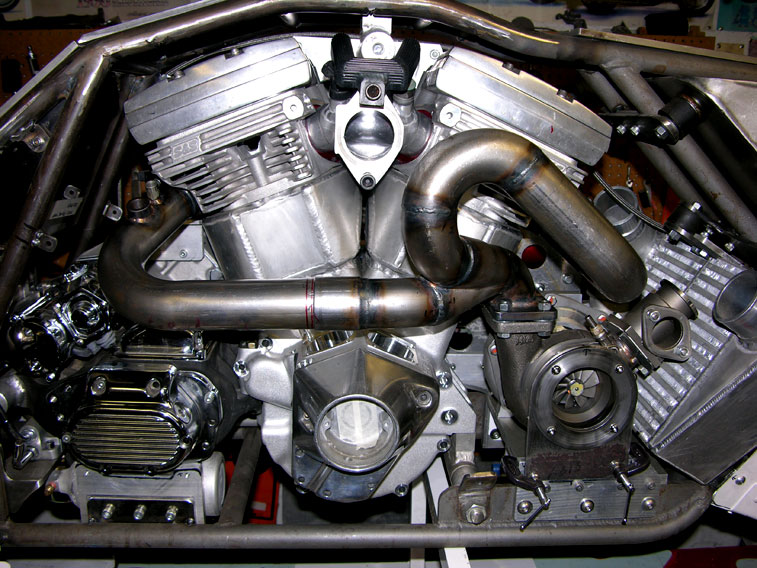
139" ORCA: Top of Food Chain
This is the air-cooled street
version of Mike's 139" ORCA water cooled engine.
Bonneville is used to prove the internal
components...The only difference between a street 139
and the Bonneville 139 is the method of cylinder
cooling.

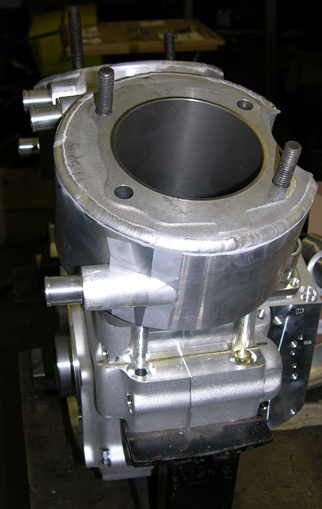
4 3/8" bore with notches for
piston oilers. S&S custom made these air cooled
cylinders for the 139" ORCA motors. They are set up for
the 1/2" A1 Technologies studs. No head or base gaskets
are used. Special metal seal rings and O-Rings are used.
External Oil lines are used.
Shaker Nitro Rods by Carrillo

Reciprocating mass, the heart of the 139
Orca Engine. You've got the forged pistons, the crank and
the rods. Every one of these points represents potential
failure. Getting a set of rods that will withstand 400+
horsepower is a bit of a pain in the ass. Carl Pelletier
built the first 139 Orca engine with McClure 8" rods. They
were the only rods that were proven to take the pounding
that Nitromethane hands out. The McClure rods were nearly
impossible to get and we were not able to build backup
motors for the Bullett project due to the inavailabilty of
the McClure rods. We ordered them but none ever arrived.
Carl had to buy a set from a third party to get the engine
finished.
Terry Stewart of Shaker Products
, a Carrillo distributor, faced the same dilemma and had
Carrillo make up these "Shaker Nitro Rods" for us. Now
this isn't exactly a big business for Terry or Carrillo
but he put in the effort to get us our rods and to be able
to supply rods on a regular basis for our 139 Orca Motors. Carrillo made a
sronger rod than the McClure rods and their production
techniques are more refined. Rods are just one part of the
picture in a large scale project like the Bonneville
Bullett, but an important one.

In the early 90's we ran 7.440" Carrillo
rods in Mike Geokan's famous Blue Bike #226. They were ok
but finally broke taking out the entire engine. These
"Shaker Nitro Rods" have much thicker cross sections and
are designed for nitro burning Pro Dragsters. Turbos are a
bit easier on the rods, so these new "Shaker Nitro Rods"
will not be a weak point in the engines. Contact Terry at
(714) 398 7952 and be prepared to pay in advance for a set
of custom rods. For us it's a no brainer...no 8" rods, no
139 Orca engines.
If you order a set of these have Carl Pelletier set up
your entire lower end. He can keep your dragster alive for
the season, not just a few passes. That's what we do.
139" 400hp Turbo Pistons

4 3/8" pistons relived for
the 2.220" and 1.800" valves of the S&S B2 heads.
These are under 500 grams and feature a lot of tricks
we have learned over the years, not all of which we
will show you. Heavy wall .927" piston pin, variously
held in place by buttons or wire clips depending on
our usage. CP Pistons. We had CP put in
anti-detonation grooves to protect the top ring land
and an accumulator groove to cut down on blow-by
between the top and second ring. Due to the large bore
and high boost we increased minimum crown thickness
from .195" to .285".

The piston skirts are
anti-friction coated after the boring and honing
operations. You cannot accurately match a piston to a
bore once it has been coated. The tops of the pistons
are thermal barrier coated. The days when coatings
flaked off are long gone.

With a lot of boost you cannot have a weak
piston crown. One the 139" ORCA we specify a minimum
thickness of .280". CP Pistons moved the top ring land
down further than normal to provide extra strength. 23-25
years ago we saw enough collapsed ring lands and sagging
piston crowns. Quote Mike "Never more". One time at
Bonneville Carl Pelletier welded a hole shut in one of
Mike's pistons and Mike went on to set a Bonneville
record.
Custom 1/2" 4340 Studs
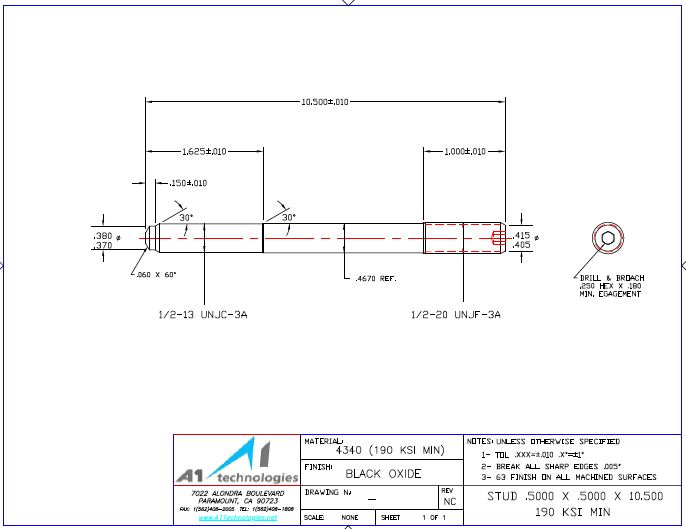
A1 Technologies makes our 1/2"
ORCA studs. These are precision ground 4340 steel, oxide
coated with rolled threads and special nuts and ground
washers. S&S machined a SA case for the 139" engine to
our custom stud pattern.
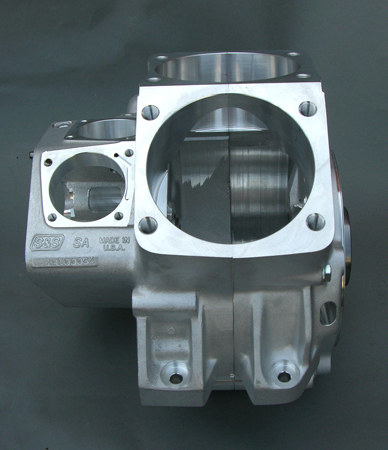
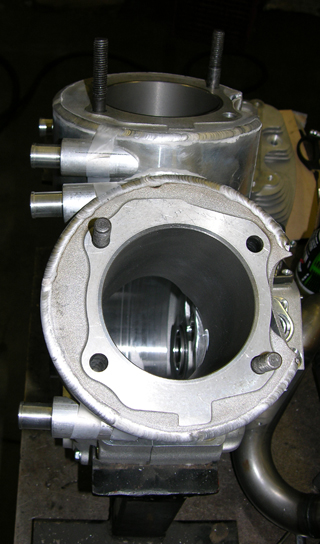
The 139" ORCA pushes the SA
cases to the limit but we still have room for a base
gasket O-Ring seal. Cases are tapped 1.625" deep for 1/2"
x 13 studs. We have custom turbo pistons made up for
these. CP Piston's
Jacqui Garcia handled our order. She worked for a number
of years with our infamous friend "Honda Jim" who we first
met back in 1974. Honda Jim always took care of our piston
needs and offered great advice whether it was at MTC, JE,
Arias, Ross etc. We knew him when he was racing his Honda
dragster in the 1970's. Jacqui and the engineers at CP can
take care of your requirements. Honda Jim retired to Palm
Springs.
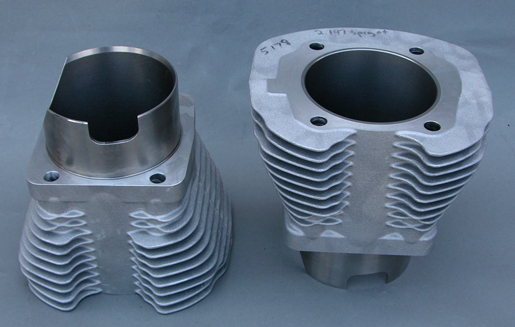
These are the air cooled
cylinders for the street 139" ORCA. The Bonneville Bullet
of Mike Geokan uses watercooled cylinders, fed by a
special pump and cooled by a radiator/fan combination. On
the long course at Bonneville there will be so much heat
generated that air cooling would not keep things stable
when we are pumping 670 cfm of pressurized air in with the
turbocharger.
139" ORCA Lower End..Carl Pelletier "Pro Rods"
With all the boost pressure pushing
on the CP Pistons though the heavy wall wrist pin and the 8.0"
McClure ( now Shaker Nitro Rods), the antiquated roller
bearing big end of the rods needed an upgrade. Stock Harley
Evolution rods use 1.250" crankpins with 17 needle rollers
(rightmost design above). S&S Racing 1.5" crankpins for
both the Evo and Twin Cam Special Application race engines now
use 19 needle rollers. They used to use 21 rollers! These
designs from both S&S and Harley use rollers that are
.1875" x .294" on the female rear rod and .1875" x .585" on
the male front rod.
Carl Pelletier of Competition Motorcycles
builds Top Fuel, Pro Fuel and Pro Dragster engines that run
400 to 800 horsepower. Carl, frustrated at this "less bearing
for more power scenario", worked with a major bearing
manufacturer to come up with the solution involving custom
races and rolling elements. The tolerances in this full
compliment style bearing are unbelievably critical, as is the
initial break in procedure. He calls the assembly his "Pro
Rods". Tested for over two years without a failure on high
output turbo and nitro motors. Lower end rebuilds used to be
every couple of races. These lower ends went the whole season.
The 139" Turbo ORCA engine (far
left design above) is pushing the limits of the 100 year old
design so Carl uses 28 custom dimension rollers on the S&S
1.5" crankpin that are .1875" x .325" on the female rear rod
and .1875" x .660" on the front male rod. You do the math. We
gain a big advantage in load capacity. Those poor 28 rolling
elements will have to endure run after run on the great white
dyno. It also helps when we use a welded and trued crankshaft
with under .0015" run out and side play. Timken Case bearings
have been upgraded to take any side load. No TC pressed
cranks!
Carl has over 30 years of machining
and engine building experience as well as Top Fuel, Pro Fuel
and Pro Dragster wins. He also built the 104" Bonneville
engine in Mike Geokan's original #226 Blue Bike that ran
flawessly for years at Bonneville with 22 lbs of boost.
Whatever it takes. If you want a
bulletproof lower end call Carl. Get your cases, lower end,
and reciprocating assemblies set up for high horsepower
reliability. We did.
Prepping a 139 ORCA for Bonneville...Deja Vu
We decided to turn back the clock 34 years to
when we first dealt with Jerry Branch of Branch Flowmetrics.
We first visited Branch Flowmetrics in 1974 and Jerry
personally ported and flowbenched our Kawasaki cylinder heads
that we took to Le Mans, France for the Bol d'Or in 1977.
Sometime ago Jerry sold the business to Mikuni who in turn
sold the company to Jerry's 30+ year employee John O'Keefe.
John moved the business back to Signal Hill where we first met
Jerry in 1974. Jerry set up his original flowbench himself in
the new facility. We met with John and his excellent crew and
discussed the S&S SA B2 cylinder heads and the Bullett
project. We knew they had been to Bonneville running 197 mph
on a gas powered Sportster but were unaware they had done
extensive development on the B2 heads.
Branch
Okeefe is preparing our S&S SA B2 cylinder heads. We
are familiar with the S&S SA B1 heads but have only
recently started using the B2 versions. John O'Keefe showed us
some interesting stuff, so he got the job. You have to go with
the best and, well, 34 years later we're back in Signal Hill
and Jerry Branch himself will be checking out the crew's work.
Contact John at Branch & O'Keefe Co for excellent cylinder
head work.
S&S stainless steel 1.800" exhaust valves
have been replaced with higher temperature alloy items from
Ferrea. Stainless will stretch sooner or later while on the
long course at Bonneville. We've done that before. Since the
exhaust valve will bear the constant pounding while glowing
red hot we increased the exhaust stem diameter from 5/16" to
11/32" and had the tip cut to accept standard S&S Titanium
retainers.
Like Yogi Berra said "It's deja vu all over
again".
John O'Keefe...Branch Flowmetrics
Put a challenge to John and he delivers whether
it's our raw casting S&S B2 Bonneville Bullet heads or
classified development projects for OEM's. John took our parts
and worked his magic with the S&S castings blowing away
any figures he ever had seen on his flow bench. John manged to
work the inlet and exhaust ports and chambers so the port
velocities maxed his bench instruments and did not drop as he
brought up the flow numbers. Normally you can't get away with
this, i.e. as you increase the port sizes the flows increase
but the port velocities drop.
It was totally new territory and John worked
back and forth from one head to the other keeping the port
velocities high until he was happy and then matched the two
heads.
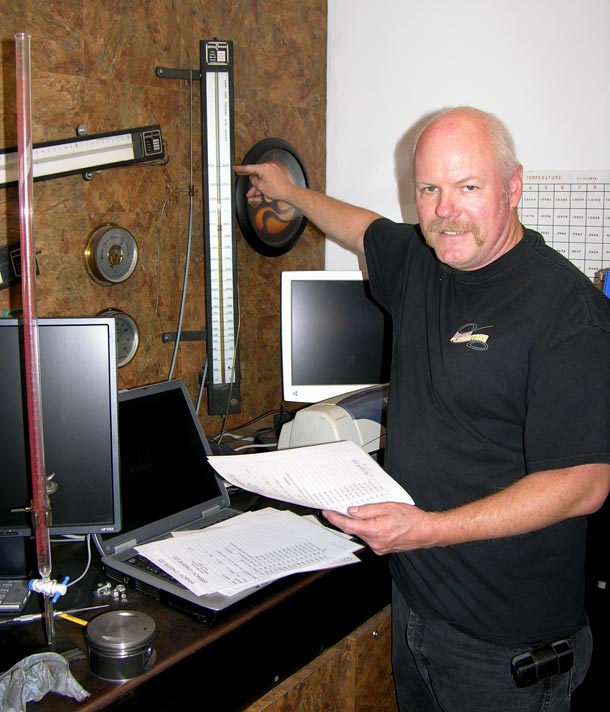
John is pointing to the 300 feet per second mark
that the modified heads blew past....way past.


Branch O'
Keefe Exhaust port in left photo, inlet port in right
photo. We doubt you've ever seen that big an exhaust port that
was a "high velocity" port. Normally the velocity falls off
and scavenging suffers. Issues related to reversion crop their
ugly heads and power falls off. John O'Keefe and Jerry Branch
settled on exhaust port flows for the Bonneville Bullett on
the North side of 80% whereas a normally aspirated exhaust
port might be targeted at 65 to 70%. John was able to work the
exhaust and inlet port shapes so there was no compromise.
Notice the detail work on the valve guides. The
idea is to give full guide support and make them transparent
to the flow. You do not compromise reliability. John treats
every cylinder head like it was his own. That is the
philosophy that John learned in his 30+ years with Jerry
Branch. Jerry always took the time to do it right and would,
at great length, explain what he had done. He simply loved
motorcycles.
Modified Combustion Chamber

Normally someone might just "Hemi" a chamber
with a round 30 degree angle and leave it at that. The problem
with this is we are starting with a 4 3/8" bore that does not
want to burn very quickly. Dual plugs will help this
situation, but a pure "hemi" chamber would only slow things
down again, requiring more ignition advance, and be more prone
to detonation. John came up with smooth contour, dual-quench,
design that will promote better mixtures and a better burn.
John managed to get full valve guide support with no
compromise in flow. No sharp edges to initiate pre-ignition.
Final S&S SA B2 Branch O'Keefe Heads

John gradually opened the chambers to get the
desired cc's leaving a squish on the periphery with a slight
shape to push the compressed mixture to the two spark plugs.
The chamber has one 12mm plug as pictured and a second 12mm
plug is to be installed in the center of the casting in lieu
of the S&S compression release.
John cc's the chambers to match our deck heights
and piston design based on calculation for the 4500 foot
altitude of Bonneville. Total package. Normally Branch
Flowmetrics provides a matching head and piston as this is the
only way to correctly control the combustion process. You
can't buy pistons from "A" and have "B" do the heads, run to
"C" for the valves, and throw in "D" camshaft. Branch
Flowmetrics, with John
O'Keefe and his crew, have complete cylinder head,
valve, camshaft and piston solutions for your engine whether
it is an 88, 95, 103 or 110 cubic inch. Best deal with one
source and get something that works. Did you know that Harley
recently changed certain rod lengths by .004"....John does.
Did you know that the new Mercury Marine castings can't be
welded...John does. Experience comes with time and numbers.
It's always about the airflow. These are just air pumps.
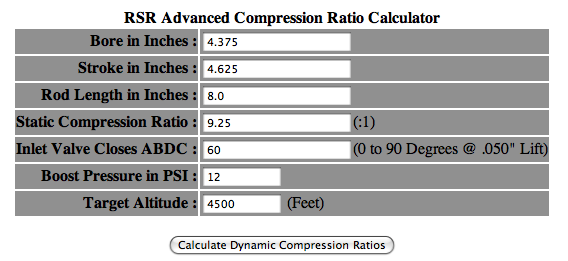
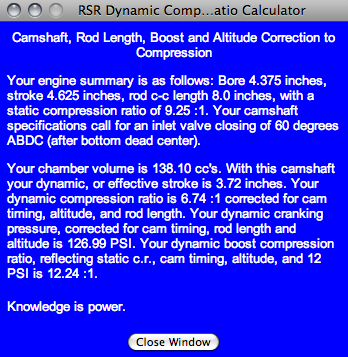
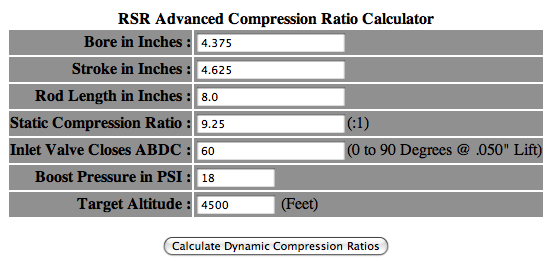
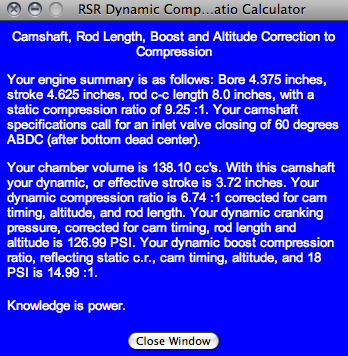
Run some numbers
In this case, we showed up with the basic piston
design, a flat top with a minimum surface area and a .280"
thick crown thickness and John worked up the correct cc
chamber from there. If you are a professional this is what you
do. Since we are running 120 Octane ERC A-8C Leaded Race
Gas we can approach the combustion process a bit
diffrently than a street engine. For starters we are running
water injection with water mass to fuel mass at anywhere from
20% at the highest load, moderate rpm (4000-5000 rpm) and
moderate boost (12 psi), to 13% at the lowest load, peak rpm
(5500 to 6500 rpm) and highest boost (18 psi) which cools the
inlet charge and keeps any detonation or hot spots in the
combustion chamber at bay. In addition, we are running at 4500
feet altitude in hot weather with far less dense air than sea
level. Finally, we are running late closing cams with inlet
closing events 60 degrees ABDC. To see what all of this means
we need to run some calculations:
As you can see John has planned the cylinder
heads for the intended application taking into account the
altitude, the boost pressures and of course the special
porting requirements of a turbocharged high output engine.
If you are planning on getting serious it's
better to go to the guy with 30+ years of high end experience.
For your Twin Cam or your Evo give Branch Flowmetrics a
call if you want to run with the big dogs. John has welded up
about 50,000 Harley cylinder heads...That is not a misprint!
Think twice before you send your heads off elsewhere. As they
say talk is cheap. We went to Branch everytime we had a major
racing project. Normally we are sort of apolitical about
recommeding this or that cylinder head specialist...except
when we race ourselves.
Design for Reliability..Speed of
Sound
The definition of "Engine RPM" can be simplified
as "ruins people's motors". It's a simple fact if you want to
get more work done in a unit of time you up the rpm, which is
why we have 20,000 rpm F1 engines and why Honda built those 5
cylinder 125cc engines back in the 1960's. With Harleys and
their 45 degree engines, which neatly fit in bicycle frames a
century ago, we are dealing with a long-stroke design that
limits piston speed and which has insanely long pushrods
pointing at all sorts of angles. Four cam Sportster engines
try to get around the pushrod angularity problem but you still
have long pushrods and the stroke to deal with.
The 139" ORCA motor is designed to keep the
piston speeds within reason by limiting the peak rpm. You want
to limit the rpm to not overtax the rings and not to send the
g-forces out of bounds. When you throw two 4 3/8" slugs of
aluminum through sudden stops at top dead center and bottom
dead center they act like sledgehammers trying to pound the
rod bearings out, bend the wristpins, and tear the crankshaft
apart. Pushrods flex and the rocker assemblies and valve
springs try to keep up. It's like an orchestra without a
conductor.
The Bullett's design is more locomotive than
drag race. The valves, the cylinder head, the turbo camshaft
and the turbocharger are designed for the intended 6000 rpm
target. If it were a drag engine we'd up the bore size, put in
monster cams and 2.600" inlets, install a Jessel valvetrain ,
and put in ports you could put your fist into. That won't work
at Bonneville. The engine is designed to use boost pressure to
provide the power increase and to use the large displacement
to provide the torque so we don't have to spin a 100" engine
8000 rpm. Keeping the rpm to 6000 we are searching for
reliability. Piston speed will be held to a conservative 4625
feet per minute. A high speed figure for racing engines is
generally accepted to be about 4950 feet per minute.
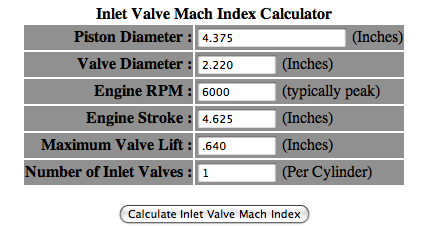
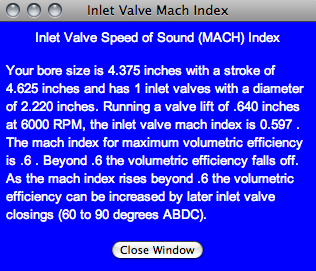
At 6000 rpm our calculated inlet mach index is
.597 which is right at the point of maximum volumetric
efficiency. Think truck. Think locomotive. Think Harley. Mike
headed for the floating mountain at mile six and his digital
tach hovering at 6000 rpm with the wind pressure trying to rip
things apart and a symphony of pushrods and pistons amplified
by the aluminum skin. Focus.
2400 Deg F Exhaust Valves

You can't run regular stainless steel valves in
the 139" ORCA motor because they will go soft and stretch
while glowing bright in the turbo exhaust. We run Ferrea 2400
Deg F exhaust valves custom made for the Bullett engine. The
poor valves will have to survive testing and multiple full
power testing on the long course at Bonneville. We've been
through this many times before, and it makes no sense to be
1000 miles away and have a valve problem. These are zero
problem.
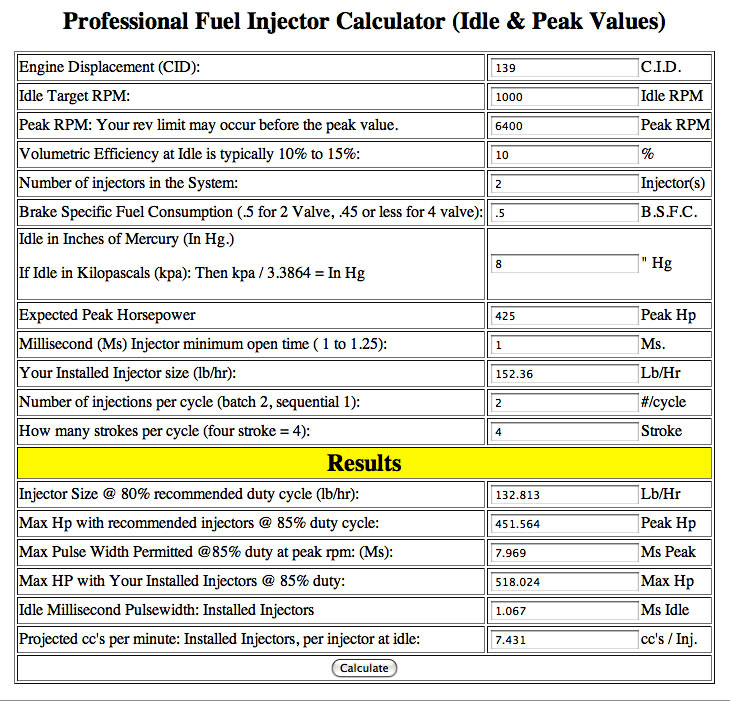
Fuel Predictions
When you have a specialized vehicle like the
Bullett you need to figure out things in advance because it's
not something you are going to take for a short spin, except
at Bonneville. We do our fuel delivery predictions and ecu
calibrations in Autocal.V6 before
we run. In addition, we will verify idle ccm predictions (above) on
a flow bench even before we run the engine. The typical method
is to guess, run, adjust, guess again, run, adjust, then blow
up the motor. Some people think this is normal. With
electronic fuel injection and high output turbos you literally
have hundreds of entries involving the "fuel map" and hundreds
more which act as modifiers. It's way too complicated and you
really need to know that the correct amount of fuel will be
present before you run.
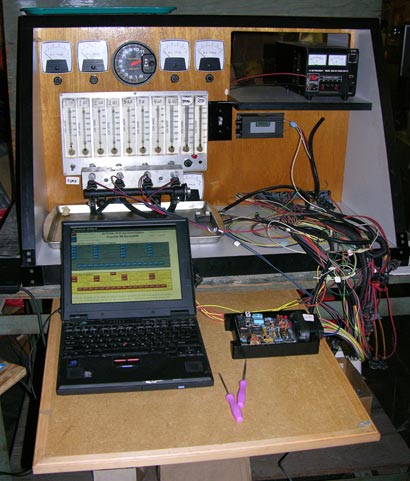
We will enter in to Autocal.V6 the expected
horsepower and torque curves for idle, full power, 0"Hg, 8
psi, 15 psi and 30 psi and verify these numbers on our wet
flow bench with the actual RSR EFI
Ecu. In this case, the Bullet is running two 1600cc RC Injectors custom modified by
our friend Russ Collins. We can set all of the parameters for
temperature, manifold pressure, rpm, throttle position, etc.
and verify the horsepower outputs on the flow bench before we
ever run the engine. We can even verify the idle ccm
requirements.
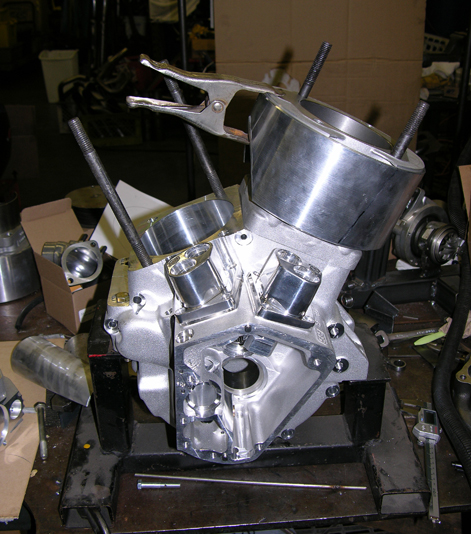
Billet Water Cooled Cylinder Blanks

We're prepping a second 139" Water Cooled ORCA
for the Bullett. Four cnc machined billet slugs have been
prepped for the next stage which involves turning and milling
of the internal water passages and reliefs for the tappet
blocks and pushrod clearance. Ductile Iron, centrifugally
cast, are machined as wet-sleeves for
maximum cooling.
No Respect

Bye Bye fins. Back-up parts for water jacket on
139" Bullett.

In preparation for the water jackets. These are
back-up parts for the billet water jackets.
Positioning the water inlets and outlets. Top
edge welded shut. Base gets welded after the water spigots are
put into final location. Cylinders are final honed after all
welding is completed.

Water goes in low, comes out high. Cool goes in.
Hot goes out. Bullett has a radiator, fan and overflow/catch
tank. Here the spigots are held on by tape.

These are the final welded water cooled
cylinders. Next step is honing the barrels for the turbo
pistons and machining the groove for the nitrogen filled,
silver plated, Inconel seal ring. Clearance for pushrod
access. A nice way to spend about eight hours instead of going
to a Sauna.
Boost Pressure Seals

Inconel, silver-plated, 600 psi nitrogen-filled
seal rings on the 139" ORCA water cooled cylinders. The
cylinders are grooved for the seal rings which mate directly
against the Branch Flowmetrics modified S&S SA B2 heads.
Copper gaskets and standard stainless steel wire seals will
not hold the pressure and tend to leak. The energized Inconel
seal rings prevent any compression loss and "blowtorching" of
the head and cylinder intersect. If you do not properly seal
this area, the flame front will cut a path between the head
and the watercooled barrels like a cutting torch.
Viton O-Ring base seals require the cases to be
counterbored. Like the Inconel Cylinder head seals, these
rubber O-Rings are "energized" and are not subject to fretting
as a paper gasket would as the mass of aluminum expands and
contracts. Unlike normal turbo applications the 139" Bullett
ORCA motor employs a GZ Motorsports vacuum pump which lessens
guide seal, base seal and breather oiling issues.
The boost is regulated by a stainless steel 0-25
PSI instrument grade, corrosion resistant, pressure regulator.
Expensive, but trouble free in a wet salt environment. Mike
can adjust the boost on the fly if necessary.

The Bullett's Boost Master Wastegate has an
investment cast stainless steel valve body and an all billet,
hard-anodized, construction. This is a Bonneville proven part
that will take the salt air and extreme exhaust heat. The
stainless steel 0-25 psi regulator controls the pressure on
the top side of the internal Flurosilicone and Nomex diaphragm
in the Bullett's Boost Master wastegate. Mike can adjust the
boost on the fly if necessary.

Cylinders have been honed for the 4 3/8" Turbo
pistons. A1 Technologies 1/2" studs are perfect. Next step is
turbo porting the S&S SA B2 cylinder head and preparing
the lower end with McClure 8" rods.
Here's the 139" ORCA with its water jackets
mocked up into the Bullett frame to complete the upper motor
mount and to finalize header and turbo location. When all the
peripherals have been finished the Bullett will be stripped
down to it's bare frame and all the final welding will take
place. Bryan Stock (High Desert HD) has handled this chore for
Mike on all of Mike's racing efforts. The frame will then be
blasted and inspected and powdercoated white.
Bonneville is a different animal than a seven
second Pro
Gas ORCA. Carl Pelletier will
putting special full-compliment bearings (more rollers) in the
lower end and assembling the cases to his 400 hp Pro Dragster
specifications. RB Racing has prepared the water cooled
cylinders to include final boring, honing and machining
operations.
ORCA Charlie Alpha Two.
Nothing New Under The Sun


A watercooled Knucklehead from the past, in this
case, used in a midget racing car. There's always a past to
build on or rediscover. In our case we knew the late Bob
George and worked on his streamliner and on his famous
"Double" that Dave Campos still holds a Bonneville record at
over 230 mph about 30 years ago. Bob made water jackets as he
couldn't keep pistons alive with a load of Nitromethane on
long course.

Bob Geroge also made the water jackets that were
used on the Easyrider Streamliner piloted by Dave Campos which
still holds the class record at 322 mph and still remains the
world's fastest Harley-Davidson. We come along and repeat the
process with our 139" ORCA motors. Nothing is new, although,
with turbos, water injection, and electronics it is a bit more
controlled that running liquid horsepower i.e. Nitromethane.
Same thermal problems, same solution, even for Knuckleheads.
Bullett Water Injection
You have no business running high boost at
Bonneville without water
injection. Increased density, lower inlet temperatures
and the resulting greater reliability are all benefits. The
Bullet will be using water to both cool the engine and to
spray the intercooler. Injected water ratios, i.e. mass of
water divided by mass of fuel, will peak at about 20% at the
highest load and taper off to about 14% at peak rpm.
Two 220 psi pumps will be used. One for the
engine and one for an intercooler spray system. The new
instrumentation will allow Mike to monitor and record egt and
charge cooler temperatures. Water injection is a must.
Jeff Hartman's New Turbo Book
Jeff Hartman's new book features Mike's 139"
ORCA engine on the cover and some pictures of the Bonneville
Bullet. Very professional turbo book for those interested in
the technology.
Triangulation

New billet motor mounts were fabricated for the
left and right sides of the motor. With 139" of ORCA power
under 18-25 psi of boost the engine needs to be locked down.
You can't rely on the case bolts alone and the frame is also
triangulated by these to stiffen the structure. Things twist,
bend, shake and vibrate all at the same time. You have to lock
things down tight. The engine will use a balance factor for
the target 5500 to 6500 rpm. The mount is locked down fore and
aft, up and down so there are no residual stresses. Mike has
already been through this before.
Here the inlet plenum is notched for clearance.
The front primary tube is close to the inside of the fairing
and the rear primary tube is far enough out for pushrod
adjustment.
Billet Plenum


Might as well polish the part. The plenum serves
several functions. First it breaks up the direction of the
high velocity airflow exiting the intercooler and connecting
tube. Secondly, it allows for additional length or "ram" in
the inlet bore which is fed by an internal radiused 360 degree
entry. Thirdly, it houses idle air control and turbo bypass /
blowoff functions. Made out of 6061 aluminum it is designed to
"balloon" and not explode into pieces like a casting would.
Go Fast Studs
A1 Technologies makes the studs for the 139"
Bullett. We dealt with A-1 back in 1977-78 when we had them
make studs for the Z-1 Kawasakis. These days A1 is a large
international company with both European and US operations
with strong ties into Formula 1, NASCAR, NHRA, CART, Indy Cars
and even V-Twin Dinosaurs that race at Boneville. Tatoos and
FOCA passes. Expensive or cheap depending on your perspective.
We just do it.

Come back and Carl will show you more details on
how he builds a 139" S&S TURBO ORCA
motor...that you can use in your next project bike. This motor
has a 4 3/8" bore and a 4 5/8" stroke. The stuff that it takes
to keep a 400 hp Harley motor together on the long course at
Bonneville. Tough parts, all Bonneville proven. S&S has
been going to the Bonneville Salt Flats since 1954 and RB
Racing has a 20 year involvement in wrestling with the Great
White Dyno. Most people tech on Sunday and are headed home by
Tuesday with a bunch of broken parts...We run all week.
Dry Sump Turbo Oil System
Mike specified a separate
dry sump system for the Bonneville Bullet. This keeps
the engine oil and the turbocharger oil separate and allows
engine to be shut down without damage to the turbocharger. In
the event if engine failure, debris cannot migrate to the
turbocharger. A separate, rubber-mounted, baffled oil
reservoir is used.


This is the separate stainless steel oil tank
dedicated to the turbo. It is nestled next to the electric oil
feed pump and has a multiplicity of bosses for various in and
out activities as well as vents, temperature probes and we
forget whatever else. Keeping the oil separate from the engine
has numerous benefits, the main of which is keeping the turbo
alive no matter what happens to the engine. In the case of
complete shut down the oil system will run for an additional
time to prevent damage during "spool down".

The engine has its own stainless steel saddle
tank which feeds a large size Oberg filter. In addition, there
is an FXR filter in the system. The FXR filter can bypass
debris to the tank. This is where the Oberg takes over.

Mike specified an "Oberg" type oil filter. These
units have a large stainless steel screen and can be taken
apart to check for debris. This is easier than cutting a
filter open to see what particles or chunks of metal are
circulating about. We remember these from a long time ago.
First they were Oberg...then they were Racor/Parker and now
they are Oberg
again. We are a bit confused about the history. We bought this
one off of EBay.
Mike's #226 Blue bike has one on it and during
it's career all sorts of interesting bits showed up. The good
part is you don't have to keep buying filters. For the ORCA it
represents next to zero restriction. Mike is using it for the
engine, not the turbo, which has it's own oil system.

Burt Munro used corks from a wine bottle. Mike
opted to use freeze plugs for the filler and drain spouts for
the dry-sump oil system for the turbocharger when he was
designing things.

To tidy things up a bit some easily removed (no
tools) stainless and rubber expanding test plugs were chosen.
They will be safety wired into place on the two oil dry sump
tanks and the water injection reservoir. The wine and the
corks are still going to Bonneville rain, shine, records or
not, and a toast will be made to Burt Munro. Mike could have
designed things with a screw on cap but Burt used a cork. Salt
Bears will respect corks. They have seen them before.
"Green" is Back...formerly known
as Kendall
In the late 1970's and up until 1997 "Green"
Kendall Oil was the Racing Standard. It was the only thing we ran in our
Bol d"Or 24 hour endurance racers
and it was the only oil we ran at Bonneville. We flirted with
synthetics but nothing ever was as good as the "Green Stuff".
Time after time we saw major racing efforts pouring "green"
oil into their race vehicles when the sponsors were "yellow".
In 1997 the name Kendall was sold and the "Kendall" you buy
now is no longer the Kendall you used to know.
Brad
Penn is the new name for your beloved "green" oil. We
use Brad Penn Penn-Grade1 SAE 20W-50 in our dry sump turbo.
Our 139 ORCA motor uses their SAE 30 Break In Oil for initial
ring sealing and protection of internal components. The
break-in oil is specially formulated to hold the small metal
particles in suspension during this critical running period.
For the actual racing we run Brad Penn Penn-Grade1 SAE 50
Racing Oil. When you are pushing 200 hp per hole against some
antiquated roller bearings in the August heat at Bonneville
there simply is no other oil that we trust.
It's the last great Racing Oil from an American
refinery.We buy ours from Iskendarian
Racing Cams but more and more serious speed shops are
starting to carry the oil. "Green" is back.
I saw the car guys do it!
Serious four wheeled drag racers have been using
vacuum pumps forever and formula engines have been using
multiple stage scavenge pumps to pull vacuum as well. We
decided it was a decent idea as we are going to push the
special 4 3/8" turbo pistons pretty hard. Maintaining oil and
ring control are paramount and we don't need boost pressure
causing havoc with a poor 100 year old oiling system. Give the
dinosaur a break. Pump from GZ Motorsports.
New Jackshaft

When the Bullet was initially made it was
designed around a particular FXR sprocket offset and there was
no provision for the GZ Motorsports vacuum pump pulley. A
stronger Delkon inner primary required a different sprocket
offset of .230" so one sprocket carrier had to be shifted.
Like most projects you get to do everything twice, so we get
to make another jackshaft assembly. We'll rough it out of a
piece of 7075-T6 billet on a manual lathe just to get some
chips out of the way.
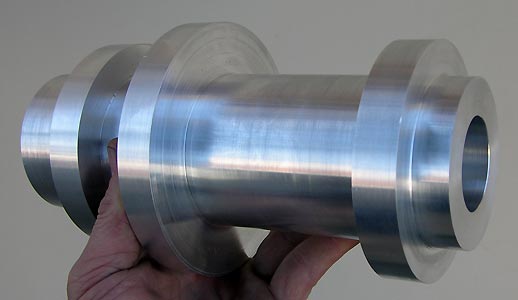
Here we have the piece roughed out with about
.100" extra material in all directions. Next step is to put it
on the cnc lathe to finish the part. After that, the jackshaft
goes to anodizing as it will be receiving a salt bath at
Bonneville. We'll press in the new bearing races and grease up
the new Timken roller bearings that have integral dust/water
seals. A day here, a day there...time never stops.

Final machining completed and ready for
anodizing, minus a lot of 7075-T6 aluminum.

Here's the completed jackshaft assembly with the
new GZ Motorsports vacuum pulleys. Since we were anodizing the
jackshaft parts we went ahead and hard anodized the sprockets.
Aerodynamic Plating does all our anodizing...aerospace and
Bonneville quality work. All those wild colors in the 90's
done by the late Boyd
Coddington were done by Aerodynamic Plating.
The old Timken bearings did not have seals so we
bought some new Timkens with integral water/dust seals. Mike
has switched many fasteners to chromed steel instead of
stainless steel as the stainless ones tended to gall. Mike
will set up the internal spacer after he presses in the
bearing races.
Carl Pelletier remachined the internal stainless
steel bearing spacer for .0035" sideplay. Mike put in new
bearings, grease, and shaft seals.

Another week, another part. That light at the
end of the tunnel might be Bonneville. Here we have the
assembly ready for insertion into the Bullett frame. The
jackshaft and the pump run 1:1 and can peak out at about 3000
rpm which should pull around 18" Hg of vacuum. Installed in
the Bullet the primary and secondary drive chains lined up
perfectly and Mike machined the final rear wheel spacers for
final drive alignment.

The vacuum pump will be connected to a
distribution block Mike machined that ties in the upper and
lower ends of the 139" ORCA Motor. Another day another part.
Final Drive
What chain do you put on the Bullett? Well, you
don't need a triple side plate Tsubaki Top Fuel Chain that
weighs about as much as a track off a Caterpillar D9. What you
are looking for is the lightest strongest chain that will do
the job. If you look at the specs you don't need a 630 chain,
but a special 530 chain. When it comes to 530 chains you have
to go with the EK530ZZZ. It has the strength and the
Bonneville credentials.

That little black dot in the sideplate is a
hole. Anyone knows it must be a racing hole and racers love
racing holes. The sprockets have holes. The vacuum pump
pulleys have holes. The chain has holes. The planets are in
alignment. Where does the what was in the hole go...we don't
know.
500 Horsepower Bullett Intercooler

We fabbed up two of our large charge cooler cores to form one
large 500 hp intercooler. Everything is thick 6061 plate and
seamless machined tubing. Harleys have a nasty habit of
vibrating things to death...so this one is built to survive.
Mike will fab up some some vibration isolation mounts so the
Bullet doesn't chew up mounting tabs and gnaw its way through
3/16" plate. Placed in front of the motor, this piece is
destined for 200 mph of air and a steady stream of salt.
3 Phase Compufire Charging System

Compufire
has the best charging system to support the Boneville Bullett.
We've got an ignition that will pull 10 amps @ 6400 rpm, a
fuel injection sytem that will pull 12 amps, an electric water
pump for the ORCA Motor, a separate
12VDc Turbo Oil feed and scavenge system, plus a few other
electrical draws....it all adds up.
The Compufire 40 AMP 3 Phase charging system
provides 25 AMPS at idle and 40 AMPS continuously above 2800
RPM. Mike is also running a large automotive battery as weight
and space is not an issue on this bike destined for the long
course at Bonneville.. The voltage regulator output is
calibrated to 14.25 volts from idle on up.
If you get involved with Fuel Injection and have
headlights, high output ignitions, accessories etc. you need
one of these systems. Fuel Injection requires a steady
electrical system....anything below 11VDc and the fuel pump
simply signs off. Fuel pumps alone draw 6 to 9 amps.
Bullett Power Grid


Mike loves electrical relays and circuit
breakers. The store that sells them loves Mike. The Bullet is
like a small city and the Department of Power is located
beneath Mike's well traveled, high speed, Bonneville proven,
35+ years of choppers posterior. The grid has to feed and
protect the Bullet community of high energy devices like the
fuel pump, the water pump, the MC4 Ignition, the Bosch coils,
the Water Injection, the Pingel Shifter, the RSR ECU, the
various gauges and the infamous powered seat. Momentary 40 amp
surges from the Pingel shifter require electrical isolation. A
plexiglass cover keeps dropped wrenches from shorting the
power grid. The 40 amp Compufire 3 Phase charging system will
be fully utilized.
MSD MC4 Ignition

We're running an MSD MC-4 ignition with Dual
spark plug cylinder heads (12mm/10mm). The MSD provides
multiple sparks at low revs and a single powerful CDi spark at
higher revolutions that won't be squashed by boost pressure,
allowing us to run larger spark gaps. This is the top of the
line, stupidly expensive, ignition system that you will find
typically on Pro Stock motorcycles and high end turbo drag
bikes. It has enough features to confuse about anyone. Luckily
we sort of know what to do because we've already been to
Bonneville with big twins and have been turbocharging Harley
for more than 25 years. In reality you just need a good
magneto, set the final advance for the peak boost and stand on
it. This is the computer age and we're a bit busy to engineer
a magneto to fit the Bullett. Figure on about $1,000.00 by the
time you buy the box, the wiring harness the MAP sensor and
some coils. Some of the features are:
* Computer interface for easy programming
* 0-25 degree start retard
* Mapable run timing curve
* Launch ramp delay by time 0-2.5 seconds
* 3-step retards by rpm or switch
* 0-2.50 second step retard off delay for precise nitrous
control
* Progressive timing retard by time for progressive NOS
* Launch timing curve to prevent tire slippage
* Individual cylinder timing when optional cam sync sensor is
used
* Gear retard--retard a different amount for each gear
* Shift kill feature with programmable delays 20-99
milliseconds
* Shift kill modes for manual, auto 1, 2, and auto 1, 2, 3
* Optional boost retard curve when used with an external MAP
sensor for turbo applications (2-45 psi)
* Built-in rpm-activated window switch--turn "on" any device
up to 3 amps at any rpm, then back off at a different rpm
* Sequential shift light--turn on an optional shift light at a
different rpm for each gear
* Sequential shifter turns any air shifter into a fully
automatic shifter (3 amps max)
* Tach output wire for tachometers or data recorders
* Monitor mode for easy setup or 3-step switches
If that's not enough crap to confuse you, we
suggest you head off to Caltech and brush up on Quantum
Physics. We used MSD ignitions on the older #226 Blue Bike as
well as on other Bonneville and El Mirage bikes. Compared to
their widely distributed car stuff these are really expensive.

Here's the MSD MC4 mounted next to the RSR ECU
behind the fold up powered seat. To the right and left are the
quick release pugs for the gas tank and the oil tank.

In that we are running a total of four spark
plugs we opted to run a coil from Bosch Motorsports. Dual
towers in one compact package. Serious stuff. .5 Ohm,
waterproof quick disconnect. No chicken shit brass terminals
and crimp-on connectors. Expensive.
$570.00 worth of Spark
Plugs...NGK or Nippon Denso

We are running dual plugs per cylinder due to
the large, inefficient, two-valve combustion chamber. Once you
get past about 4" of bore diameter you get sort of limited as
the flame burns at a certain speed. Two plugs insure a burn
and stabilize things like idle. One 12mm on the left and one
12mm centered in the rocker covers.
When you get into high pressure turbos you are
better off on NGK plugs with angled ground straps. NGK Racing
plugs which come in 9-10-11 heat ranges with 11 being the
coldest. We will use 9's for start up and system testing and
11's for actual competition. The 12mm plugs are Platinum.
5/8"hex. About $30.00 each.
Nippon Denso also has special racing plugs that
are available in various heat ranges with angled ground
straps. They are about 35.00 each.
We have had good luck with NGKs and Nippon
Densos will take both types to Bonneville. At Bonneville you
aren't going to run down to the auto parts store for
specialized racing plugs. We run special "hot" range warm up
and break-in plugs and colder ranges for high boost runs.

Spark plug wires a can be a major reliability
issue so we skip these issues by having Magnecor make our plug
wires. We are running the 8.5mm wires.
Bullett Instrumentation
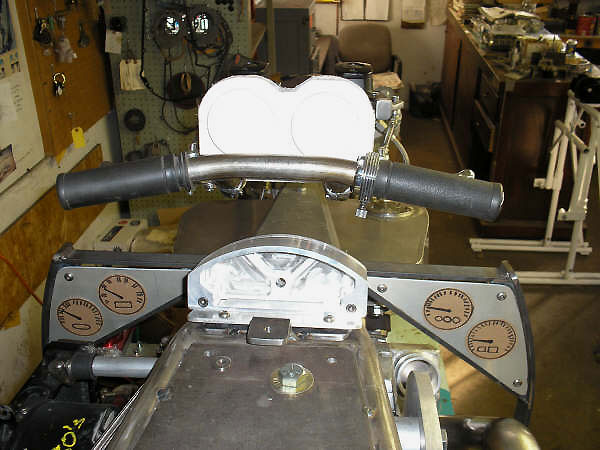
We have done a lot of development to provide the
Bullett with a full complement of digital instruments. At the
center of Mike's line of vision is the ORCA Turbo Dash which
monitors front and rear cylinder EGT's, boost pressure and
also indicates H2O activation and high gear activation. Four
other gauges give readouts of front and rear O2 readings, fuel pressure, oil
pressure, and system voltage.
Here Mike is laying out the gauges to determine
the best position. First with the skin off and then with it
on.

Mike will be able to adjust boost pressure on
the fly and use boost pressure and rpm to balance his traction
and monitor his actual over the salt speeds. Can you chew gum
and walk? Well, Mike has done this more than a hundred times
so the answer in his case is yes... After a few shake down
runs. Shit happens on the way to records and there are strange
noises that come from nowhere to spook you. You have to sort
through the clutter and make the correct decisions. Everyone
who crafts his own vehicle becomes a test pilot of sorts.
Velocities are beyond normal take off speeds.
This is the final position of the gauges with
the machined and fabricated location points. The Orca Turbo
Dash showing boost and dual egt readings is positioned top
center. Below and to the right will be the ORCA Digital Tachometer with 6500
rpm at the 12 o'clock position. To the left of the ORCA
Tachometer will be the ORCA GPS Speedometer which links to
four GPS satellites to give Mike a real-time readout of his
mph unaffected by wheelspin or changes in gear ratios and tire
growth.
Support gauges to monitor pressures, air fuel
ratios, and voltages are to the side and can be checked while
riding.
Orca Turbo
Dash Development
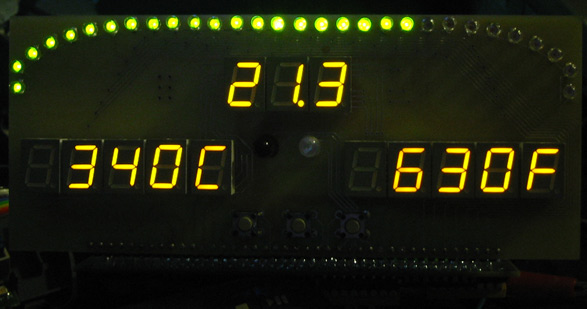
The Bullett will have full on-board digital
displays with memory function for dual egt and 3 Bar boost
pressures. This is a prototype pcb undergoing early
developmental testing. Exhaust gas temperatures of front and
rear cylinders are monitored . Low oil pressure and H2O
injection event lights are in the center of the display. The
display monitors all of these. L.E.D. colors are for testing
only.
Prototype Machining



Front and back awaiting final pcb to finish
machining and anodizing operations.
Enclosure is 6.5" width x 2.5" height x 1.9" deep.
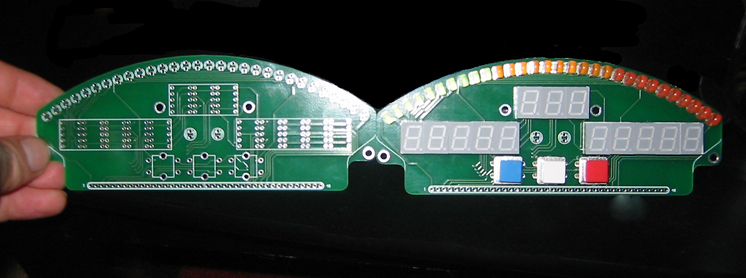
First pcbs for testing in final assemblies. Dual
EGT's (Deg C or F), dual scale 3 Bar both in digital BAR 0-3.0
and with 30 led scale from 30"Hg to 30 psi. Warning lights for
water injection activation and oil pressure . Reset dimming
and high recall. Last digits are being switched to green for
the Deg F or Deg C.

Testing of first production boards. There won't
be any brightness issues. -30 In. Hg to 30 psi (0 to 3 BAR)
and two egt readouts. Here operational code is being tested.
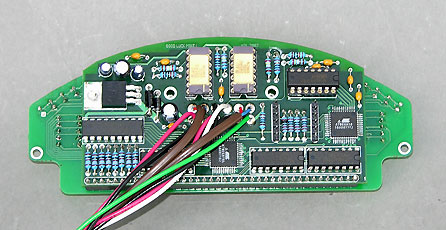
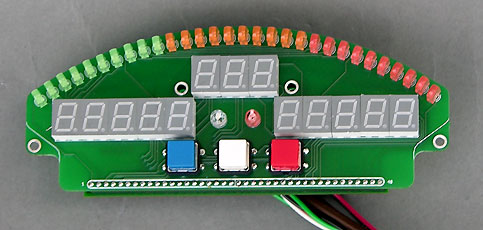
This is the final dual pcb design undergoing
final testing. Two microprocessors and specialized display
driver peripherals. Enclosures are being final machined and
anodized. Assembly fixtures are being prepared. Operational
microprocessor code is being tweaked. The unit has been in
continuous operation for four days to test thermal and
stability issues.
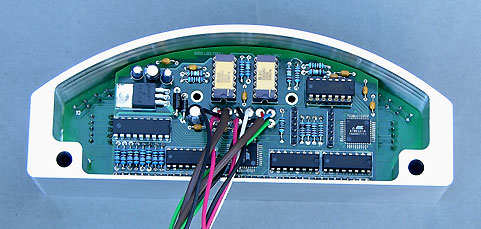
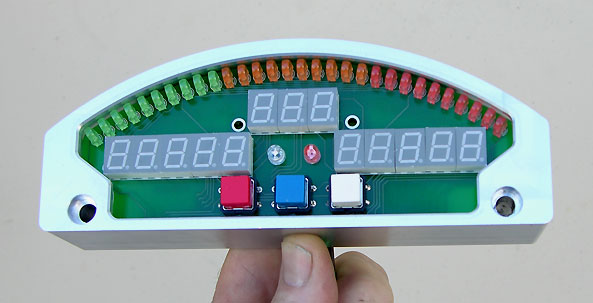
The display will connect to the Bullet's two
Type K Thermocouples as well as to the 3 Bar manifold pressure
sensor and the water injection
system. We will be posting a movie of the gauge in
operation. Digital displays have been finalized and
operational limits have been hard-coded into the dual
microprocessors. Final operation testing is being done on two
other applications and will be transferred to the Bullett.
Mounts have already been designed for the Bullett from the
first machined enclosures.
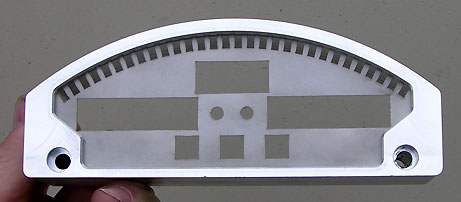
We started work on these many years ago and made
many prototypes before we began the final design. More of a
case of having to build something after you were dissatisfied
with everything else. If you race you will understand. Laser
cut stainless steel face plate with anti-reflection coated
surface.

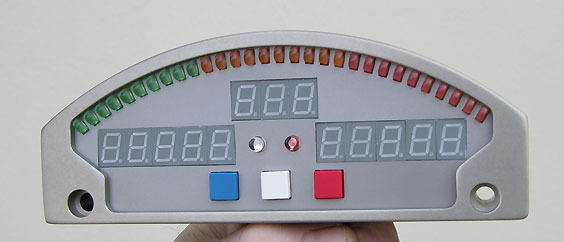
Final testing in progress on bikes. Enclosures
anodized. Last tweaks to embedded code being done. Final
adjustments to l.e.d. brightness for optimum viewing under all
conditions. Mounts on Bullet finalized.
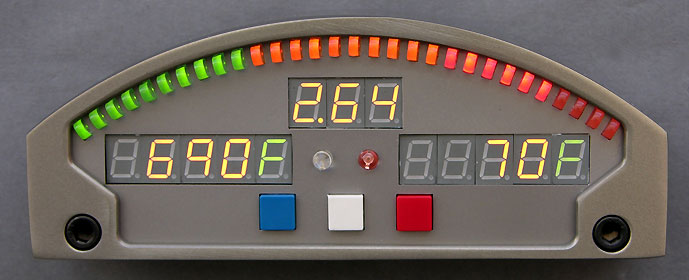
Shown here running at 2.64 Bar (24 psi) in
bright sunlight. Click on
picture to see movie of dash operating in bright sunlight. You
can read more about the ORCA
Turbo Dash development.
New Dual O2 Meters


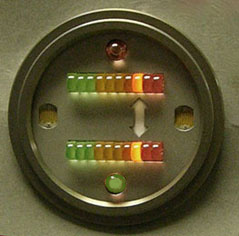
For the Bullett we'll be using our
new RSR Dual Air Fuel Gauge to monitor and tune the fuel
mixture in both the front and rear cylinders. The gauge is
housed in a hard anodized round enclosure in a standard 2"
format with a 2.250" bezel, center back mount, with a 5/16" x
18 stainless socket head cap screw. The gauge will show fuel
ratios from 17:1 to 12.0:1 (or richer). The gauge is visible
in daylight and automatically dims for nighttime operation.
Scale is, left to right, lean to
rich: three greens, three yellows, two orange and two red
l.e.d.s.
The white arrow indicates the
maximum power mixture, the second orange light, which is
13.2:1. Transitory enrichments should not, if the engine is
warm (>200F Oil temp), go past the first red light.
Readings at the far right side of the scale, the second red
light, are simply too rich. Proper closed loop operation will
cycle back and forth from green to orange around the center of
the display.
At Bonneville we will be targeting
the first red light (slightly rich) for our initial runs.
Bullet ORCA Tach Testing

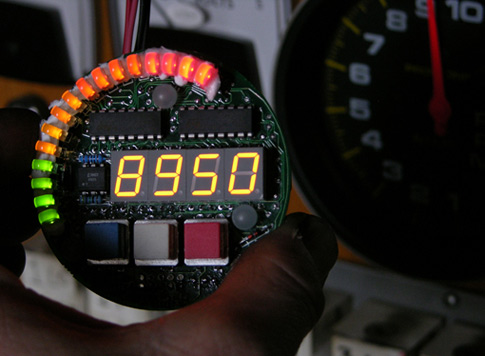
Same goes for the tachometer. The ORCA engine has a redline starting at
6500 rpm where piston speeds are around 5000 feet per minute
with it's 4 5/8" stroke. With all the clatter, wind noise and
bumping around we are using a digital
tach that is still undergoing final testing on various
bikes. It records peak rpm and acts as a shift light with
digital updates every 50 rpm. At redline the first red l.e.d.
is lit at the exact 12 o'clock position. Visual interpretation
of colors under stressful conditions, and different lighting
conditions, is being extensively evaluated. Here two
prototypes are being tested on a bike and on a test bench.
Takes time to get it right.
Final Bullet ORCA Tachometer

This tachometer ran most of the Summer of 2007
in actual road testing and is now being installed on the
Bullett, it's final home. 3" in diameter.
ORCA GPS Speedometer

On Harleys the speedometer is usually driven off
of the transmission. If you spin the tire, change gear ratios,
or even change tire sizes the speedometer is no longer
accurate. Then there is the issue that the speedometers surely
are not designed for 250 mph or even anything past about 120
mph. This situation is not exactly made for Bonneville where
you are running past 200 mph, spinning the tire, searching for
traction, and putting 300 mph Goodyear Land Speed Record tires
to the test.
We figured the best way out of this was to equip
the Bullett with a GPS (Global Positioning System)
speedometer. When we checked around we found some GPS units
for boats but nothing made for a 250 mph Bonneville Harley.
The only option was to make a GPS
Speedometer. Four satellites will triangulate the
Bullett in three dimensional space and Mike can have a dead
accurate speedometer that never needs to be calibrated.
200 mph, as determined by four satellites, will
be the first red light at the 12 o'clock position. High
recall, dimming and reset functions are handled by the three
momentary buttons. Pressing the blue and red buttons
simultaneously will switch the display to kilometers/hour.
Boost and throttle and the GPS combine to form
the traction control system to reach a specific mph.
Bonneville Bullett Camera

A little bigger than an iPod, this camera system
will be along for the ride during testing and actual
competition. You'll be able to see and hear what it's like to
be riding the Bullett. Maybe you got a taste of it in The
World's Fastest Indian with Sir Anthony Hopkins. Mike
does not plan on sliding down the salt like Burt Munro
but you never know.
Mike will need to review his run and he can
watch it as soon as he stops...way before anyone else. He can
watch his boost, egt readings, speedometer, and other data
while sitting on the bike on the salt or later on at the
casino while sipping wine and eating shrimp. One never tires
of one's own stories. Some memories will not fade and it's
nice to be able to share them with those who could not be
there.
We have data acquisition but video is the
standard these days. We ended up replacing this with a GoPro.
Christians and the Lions, Nascar on the final
lap and the Bullett heading for the floating mountain. News at
11!
Always Use Water Injection

RB Racing has always run water injection on the
Bonneville bikes. Mikes famous #226 Blue Bike ran water from
the get-go and never lost an engine running 22 pounds of boost
on the long course. Our RSR
Water Injection Calculator shows you how we plan our
introduction of water to the power equation. 4 3/8" pistons
wailing along at 6400 rpm, even with high octane blower gas
and intercooling still need water injection to survive. Mike
has constructed a stainless steel water reservoir to hold the
water (gas class) or water/alcohol (fuel class).
Bullett Support Van

When you head off the Bonneville you will be
driving up and down the salt flats all week which means you
sort of submerge your vehicle in salty slush. Everything,
including the inside carpets, and every nook and cranny gets
coated in salt. We bought a used Dodge 1 ton van to tow the
Bullett trailer and to have an air conditioned place to sit
and put our coolers, leathers and crap. Not a good idea to
take your pristine whatever there, although the true hot
rodders do.
Rental car agencies in Salt Lake City are wise
to racers headed for the salt. Just lie about it and say
you're thinking about becoming a Mormon. Be sure to pressure
wash the salt off at the car wash in Wendover.
Bullett Trailer

Pit bikes, tools and 99" wheelbase Bullett with
no ground clearance...best to have something large enough to
hide everything when the monsoons and winds peak at the Salt
Flats. Something with a long ramp with a beavertail lip. It's
a 24 foot Haulmark. Big enough to hold Mike's #226 and #228
Bullett bikes as well as pit bikes, tools and whatever.

The rules have changed if you run at Speed Week.
You can no longer drive a race vehicle back on the return road
so Mike has a small trailer and truck to bring the Bullet back
to the pits.

Large area where we are installing a work table
and all the tools you need to work on something 1000 miles
away from home. Oil spots are pre-Bullett. Trailer in it's
previous life made trips to Terra Haute and Indianapolis.

Mike has constructed a crank system to raise the
Bullet in the trailer. A winch, front and rear, allows the
Bullett to be raised for servicing. The stands have been
powdercoated white.

Drive in ramp for the Bullet and pit bikes. Mike
is installing interior lighting and some custom shelves and
doing the interior wiring for the 110V outlets.

Workbench, vise, tools, generator, wheel chocks
for Bullet and pit bikes. Things like nitrogen bottle, water
supply, tarps, chairs, ice chests, plastic tubs for spare
parts, lighting systems, heli-arc welding equipment, etc.,
etc. You work for years and spend all your money for a few
moments of zoom. In the end no one gives a shit except
you...and you get to live with it.
Somebody has to do it. We all can't sit on the
couch and criticize. Someone has to be on the stage.
Power of Blue

Everything we weld is with Miller machines,
usually big Syncrowaves. The Bullett frame was put together
with a Miller welder and so we only thought it fitting that a
Miller Econotig make the journey with the Bullett. There are
no power outlets at the salt flats but since TIG welders are
single phase our Honda generator will provide the juice. If
anything breaks or cracks we can fix it there and not have to
drive off to parts unknown. If you have a welder everyone is
your long lost friend.
The welder came from "Al" in San Diego who knew
Don Vesco and Rob North. Don rode one of our Suzuki GSXRs at
Bonneville and we worked with him on a Bonneville streamliner
project. Rob welded up many of Don's projects. It's a small
world.
Power Away From Home

Mike wants to run lights, battery charger,
welder and who knows what all. We picked up a very quiet Honda
ES6500 liquid cooled electric start generator and made a 25
foot extension cord for the Miller Econotig. Very little time
is spent racing. Like sex, the time in the saddle is brief.
Testing and Run-In

Battery, oil, fuel, clutch, instruments,
ignition (MSD Pulse), clutch, transmission...all on it's own
cart. You can start and adjust idle and free rev the engine to
test transitions, oil pressure and assembly issues. High
compression 113 ORCA in engine cart.
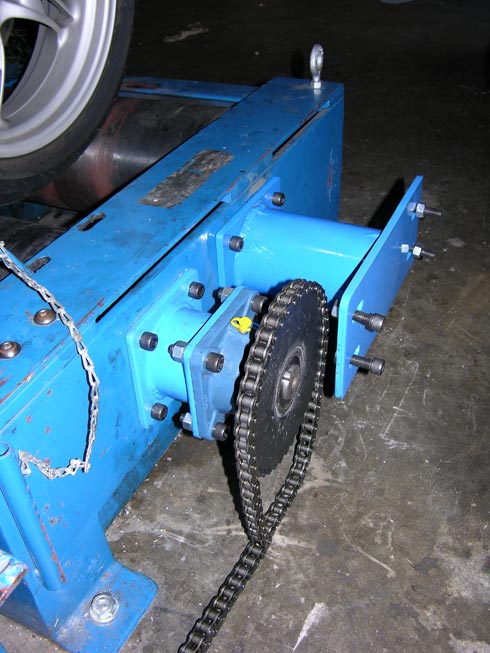
Direct hook up of cart to 250hp Eddy Current
dyno under computer control.
Heroes
Mike grew up near Wendover and the Bonneville
Salt Flats and saw Donald Campbell's Bluebird and even the
300SL Mercedes that the factory brought over. He saw Mickey
Thompson's Challenger and all the extra Pontiac engines they
had on pallets. Big iron, big wheels, and hand hammered
aluminum skins trying to cheat the wind. It was an era of
innovation and individuality. Perhaps this is why the
Bullett exists and why Mike and Bryan Stock made an English
wheel to form the Bullet's skin. It isn't a store bought
piece of "Busa or TZ"engineering from Japan, but something
that an individual hammered and cut and welded into
existence with his own hands, in the same tradition as the
English craftsmen who built Sir Malcolm Campbell's Blue
Bird.
For those of us who know a little about the
history of Bonneville Salt Flat speed records, there is a
long line of famous vehicles and drivers. Here are a few of
them:

Mike was here when Donald Campbell crashed. He
also, as a kid, was teaching the crew to play baseball instead
of crickett.
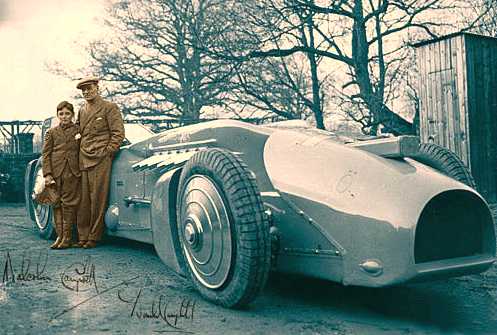
Malcolm and a young Donald Campbell. The English
are madmen whether it is trekking across the Arctic or pushing
the limits of speed.
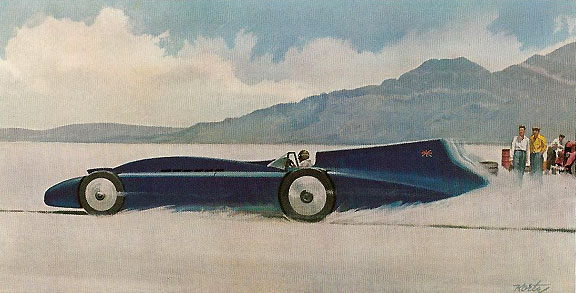
The famous Bluebird at the Salt Flats. Hand
hammered aluminum and big wheels and a leather helmet with
goggles. Balls.

Ab
Jenkins Mormon Meteor hit over 200 mph and set 24 and 48
hour speed records running a closed course on the Bonneville
Salt Flats. Deusenberg powered, it was tested at Indianapolis
before it's trip to Bonneville. Not all records were set in
straight line. Think about the driving at night.
When Mike was a kid he saw the Meteor at the
State Capitol. It was recently restored after relatives of Ab
Jenkins accidently discovered it was abandoned in a Salt Lake
City truck wash.
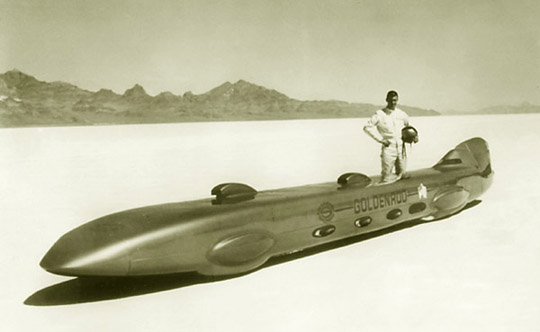
The Summer Brother's Goldenrod. Four inline
Hemis. Probably the best engineered piston engined, normally
aspirated, vehicle to hit the Salt. It set the record, went on
tour, and now resides in Henry Ford's Museum. Even with
Chrysler Hemis Ford knows how important it is.

Like the Goldenrod, Mike Geokan's Bonneville
Bullett was designed for minimal frontal area. Four Chrysler
hemis inline or one 139" ORCA Motor, the object is to get
though the air.

Mickey Thompson's four engined Challenger. Four
Pontiacs side by side. Mike was there. It's been restored and
may run again.
Bye, bye, Baby Blue

Compare the frontal area of the old
bike and the new Bullett bike. It's all about power, traction
and most importantly frontal area.

The God of Speed

Piles of dead pistons. Shattered
engine cases. Snapped connecting rods. Broken main shafts.
Burt had his display and Mike felt it necessary to take the
time to build one. Perhaps the God of Speed will feel the
offerings are sufficient and let Mike pass unharmed.

It is said the worst thing you can
do at Bonneville is go too fast too soon. Invariably the God
of Speed extracts a vengeance on those who pass too easily
though the 200 mph portals. Rain, wind come from nowhere.
Bikes crash. The entry from the access road floods. Arrogance
lets those who pass too easily, too early, achieve a
self-proclaimed "know it all" status. Soon others see them as
just lucky and no longer pay attention to them as their
ignorance and puffery is exposed. There is no free ride. The
God must be appeased.
Burt Munro in 1962. Some people say
when you're too old to race you go to Bonneville. Burt Munro
was always young. The faster you go time slows down
relatively. Einstein and Burt Munro. Burt always came back
younger at the end of the long course. Grit.
Take a close look at Burt and his
bike, running without the fairing. Go take a look at what
people are running these days nearly 50 years later. Think
hard. Burt did.
2008 Schedule
Bonneville
Speedweek (SCTA-BNI records/sanction) 18-24 August
Motorcycle Speed Trials (AMA or FIM
Sanction) 2-7 September
World
of Speed (USFRA Sanction) 17-20 September
World
Finals (SCTA-BNI records/sanction) 8-11 October
If Metal Could Talk

It all starts somewhere. Like fires
begin from an ember...some go out and others keep burning. If
you have the guts, and the luck that goes with it, the fire
still burns. If metal could talk.
In 2008 it looked like the above.
In 2019 it was completely redone with Mike spending money on
it and a girlfriends bike...but no spending any money on the
Bullett...letting others pay for his dream.
If you wondered, Mike wrote the
book on choppers.... Custom Chopper Cookbook.
Dual Carb Therapy

Mike even goes hunting periodically
on his progressively engaged dual-carb big inch Panhead. It
has surprised a few big tire, store-bought, choppers. The
famous #226 Blue Bike sits, watching the torch being passed to
the #8228 Bullett.
The famous #226 Blue Bike is being retired from
competition and has passed it's heritage and lessons learned
on to #8228, the Bullett. The Blue Bike had a blue color
scheme to honor Sir Malcolm Campbell and Sir Donald Campbell
for their efforts with the famous Bluebird streamliners at
Bonneville. Mike actually met Donald Campbell and his crew in
1961 as he grew up near Wendover, Utah, the home of Bonneville
Salt Flats racing . The new bike will be polished aluminum,
not painted lue like #226, but still crafted like the
Bluebird.
The polished aluminum skin is shaped on an
English wheel out of a Viet Nam era F4 Phantom Wing Tank that
Mike discovered in a salvage yard near Salt Lake City. The
serial number on the tank was 0228. The polished skin will
represent and honor those comrades of Mike who served in Viet
Nam where he earned a Purple Heart and two Bronze Stars as a
tank commander. Never give up....never forget.