Electrons
Getting electrical signals from point A to point B is pretty
standard thing...Put a piece of copper wire between A and B and
the job is done. A century of development has left us with
increased specialization in wiring, connection devices, and
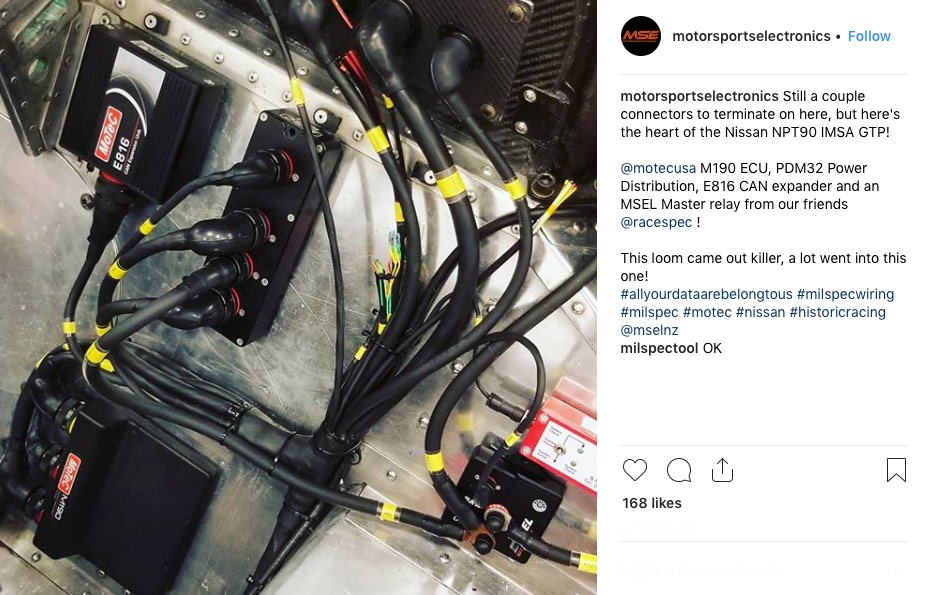
everything in between point A and B. "Mil-Spec" or military
specification, has become the buzz-word in motorsport electrical
harness construction. Actually motorsport wiring has developed
it's own specialized connectors but it's still largely
constructed from aerospace components.
Perhaps "Race-Spec" will become the new buzz-word....Probably
not with the trillions of dollars spent on drones, F22's, and
commercial aircraft.
This is not a definitive guide on building wiring harnesses as
this could encompass two wheels, four wheels or no wheels. It
does give you a perspective on motorsports ecu wiring and
provides access to further literature for you to study and make
your own decisions. We build ecu wiring harnesses for our
production items and for our own racing activities.
Production OEM
Automotive Wiring
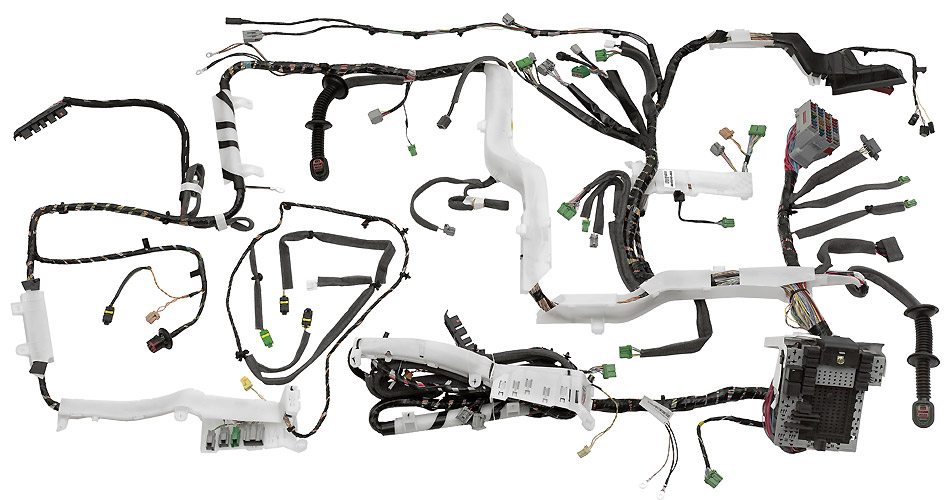
On one end of the scale there is OEM automotive wiring, like on
your new passenger vehicle or truck, wherein costs are paramount
and warranties are offered, in some cases, bumper to bumper for
100,000 miles. Pictured above is a production passenger car
harness in GXL and TXL wires.
These vehicles and their myriad of up to sixty microprocessors,
connectors, sensors, relays, and switches are tested for years
on end in extremes of temperature, humidity, vibration, and
electrical interference. There are no mil-spec metal shell
connectors, no airframe tie wrapping or concentric twisting, and
no epoxied or glue-shrunk connections...Only plastic connectors
and crosslinked polyethylene GXL and TXL multi-strand copper
wiring without any silver, tin or nickel plating. Guess what,
they work just fine...amid increasing complexity, for years on
end. A typical mid-sized car will have about 45-70 lbs of
wiring.
One time we scrapped out a 20 year old Honda Civic Wagon and
were amazed at how all the wiring was still in perfect
shape...Connector seals were still sealed and clean inside and
all the grime, water and heat had not caused any failures.
Wiring was still flexible and not cracked. OEM specifications
and engineering are pretty damn good.
People who say this is inferior are full of shit. This takes
sophisticated automated and very expensive machinery and
dedicated tooling to pump out six-sigma quality.
In short, automotive grade wiring and connectors have a pretty
good track record. Not glamorous, but in business, economics and
bean counting it seldom is.
From 1989 to 2019 we manufactured our own RSR Closed Loop Fuel
Injection System and made hundreds of wiring harnesses with
Deutsch ECU connectors, Weatherpack connectors and TXL/GXL
wires. We covered the wires with Varflex fiberglass
sheathing...and we had zero problems. Nothing was sealed with
epoxy or shrunk into DR-25. They were easy to assemble with no
fixtures...just fixed lengths of all runs...no contra twisting
Professional motorsport harnesses have to be completely sealed
and essentially watertight employing harness epoxy and Raychem
boots...this involves a high level of planning and documentation
and is far more labor intensive. Sexy never is easy. Buckle up.
Aerospace Wiring

Airbus 380: With 530Km of wires, cables and wiring
harnesses weave their way throughout the airframe.
With more than 100,000 wires and 40,300 connectors
performing 1,150 separate functions, the Airbus A380 has the
most complex electrical system Airbus had ever designed.
They got to do it twice i.e. rip it all out and do it over
due to incompatibility in various software programs spread
across a myriad of suppliers. No concentic twising, no
DR-25, no RT-125 epoxy. 20,000 flight hours life. Go figure.
You
Tube Video.
Motorsports
Wiring... Race-Spec

This has evolved from aircraft and military specifications
wherein light weight and reliability are paramount. As
motorsports evolved into an increasingly more sophisticated and
expensive professional endeavor, specific motorsport connectors
have evolved which are even lighter and smaller than their
aerospace counterparts. These products don't have to meet oem
production testing requirements...They just have to be reliable
in a racing environment which is not the same as freezing in
Siberia or bouncing down rural roads in your F150 pickup for
decades.
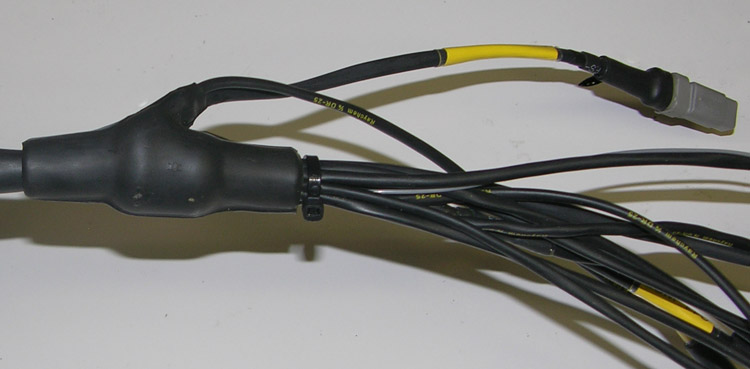
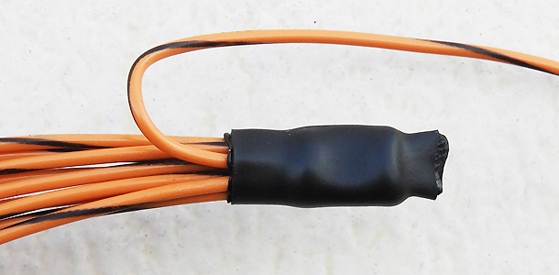
Sort of serious in a Darth Vader, rubber-fetish way. Bondage and
latex in the hell of an engine bay. Above are heat shrink boots
sealing circular connectors and the DR-25 heat shrink wire
protection.
Everything than can slow you down is the enemy....weight of the
wires, weight of the connectors and any kind of outright
failure, or worse, intermittent failure, which is harder to
isolate. This is why F1 might be using tiny 30 gauge wire or why
the new McLaren MP4-12C went to extremes in specifying hexagonal
aluminum wire to save both space and weight.
In motorsport electronics Mil-Spec circular connectors are the
norm, full of all sorts of trickery like strain reducing service
loops and concentric twisting for flexibility and more compact
wiring harnesses. Reliability at 30,000 feet or going airborne
at the Nurburgring...it's all the same thing...well, sort of the
same thing. Mil-Spec...Race-Spec...Autosport.
Service
Loops
and Service Loop Tools
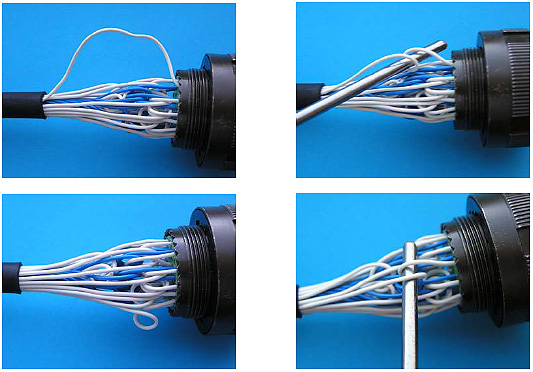
Service Loop Tools allow a loop to be formed, held, and
maintained at your wiring harness connector for strain relief
and later servicing or repinning.
"Service Loops" are used on Mil-Spec / Deutsch Autosport
circular connectors for wire sizes 16 AWG to 30 AWG. The purpose
is to provide strain relief to the wire termination and to
provide a surplus length for repair purposes. It is not an
aircraft procedure per se and is only used in military and
motorsport applications.
Depending on your planning these can go in first or last. The
wires have to be loose so doing them as they are installed in
the connectors easier with a large number of terminals. In
general, it's easier to work from the connector outwards rather
than with all the wires bunch up at the connector as shown
above...planning all this is a bitch.
If you are working outward from the ECU connector, just leave
thewires extra long and cut to length, terminate, and finalize
length in place forming service loops at the sensor if necessary
.
PDF on
Service Loops.
Service Loop
Tools and Procedures

Motorsport Wiring Service Loop Tools:
6"
ChiaoGoo
knitting needles come in packs of five. You can get free
shipping and -10% for orders of $30.00. These come in different
diameters (2mm to 8mm). Stainless steel with rounded tips. Use
these to hold your loops in place. If you want to get tricky,
O-Rings sized to grip the needle, can hold them in place so they
don't slip out for each row or column.
Smaller diameters (2.5mm) for circular connectors and larger
diameters (6mm) for rectangular or square connectors. The sizes
are laser-etched on each needle.
On circular connectors it is recommended to start your loops at
the center and work outwards if the numbering system runs
clockwise or counterclockwise. For rectangular or circular
connectors identified in rows, it is recommended to work row by
row. Loops should face inwards. Loops must be staggered to
minimize any increase in the cable diameter. When looping is
complete all loops should face inwards to give a neat appearance
and to insure that the wires are not trapped or damaged if an
adapter or back fitting is present.
If your connector is already terminated and the wires are shrunk
with DR-25 it gets a little more difficult as you will have to
press back the connector to bow the wires. You may have to cut
back on the harness DR-25 to free up the wires.
All of this is a bit stiff to wrestle with so holding the wiring
harness, the connector, and the looping tool at the same time is
a bit interesting. Think ahead. A specialized connector fixture
(best) or a vise with aluminum jaws can be used to hold the
connector.
It is a good idea to wrap an Autosport Connector in Kapton tapes
to prevent it being scratched.
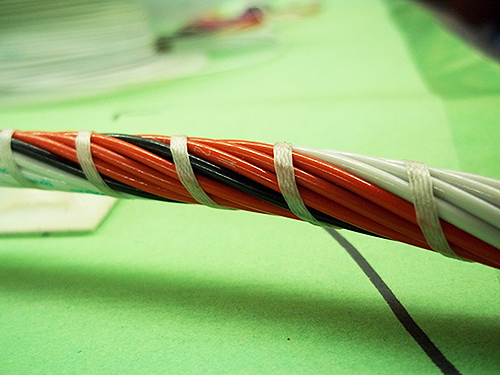
The connector above features concentric (twist) wiring, service
(strain relief) loops at the connector, lacing cord and Kynar
clear shrink to hold the wires tightly together near the
connector. Kapton tape will cover the wires and service loops at
the connector to protect them from the specialized boots
(shapes) and RT125 harness epoxy.
The DR25 can be terminated with a short length of Raychem SCL
adhesive lined heat shrink. With the wires covered by DR-25, the
SCL, Kapton tape, and the RT125 sealed boot, the harness
will be protected from the environment and from abrasion.
Here flat braided lacing tape is counter-wound to hold the
concentric twisted wires in place. Something to think about:
Were the service loops put in first or last? Generally first and
work outwards.
Guideline for
concentric twisting.
Here a Deutsch Autosport connector has its Spec 55 wires wrapped
in Kapton tape to prevent the adhesive shrink or harness epoxy
from grabbing the wires. The tape allows repairs to be made at a
later date. Once the adhesive or epoxy sets it really grabs the
connector, the DR-25 wire covering, and anything underneath it.
Raychem boots are heat shrunk at about 480F (280C).
You use special tips on your heat gun to focus the shrinking of
these boots. You can't shrink the boot all at once.Generally you
focus on the center and then the ends. By shrinking the mid
point you can "cup" the boot and insert the Resintech RT125
epoxy and then shrink that end first...Then finish the other
end...Wiping both ends with an alcohol wipe and foam tipped
swabs as you go.
There is a video of this using TE Connectivity S1125 epoxy
further down the page that shows the steps in this process.
Low Static Kapton adhesive tape is commonly available in 1/4,
3/8" and 1/2" rolls. The silicone adhesive does not leave any
residue. It is amber in color. It is also used to protect
circular Deutsch Autosport Connectors during the harness
assembly process.
Motorsports
Wiring...Race-Spec
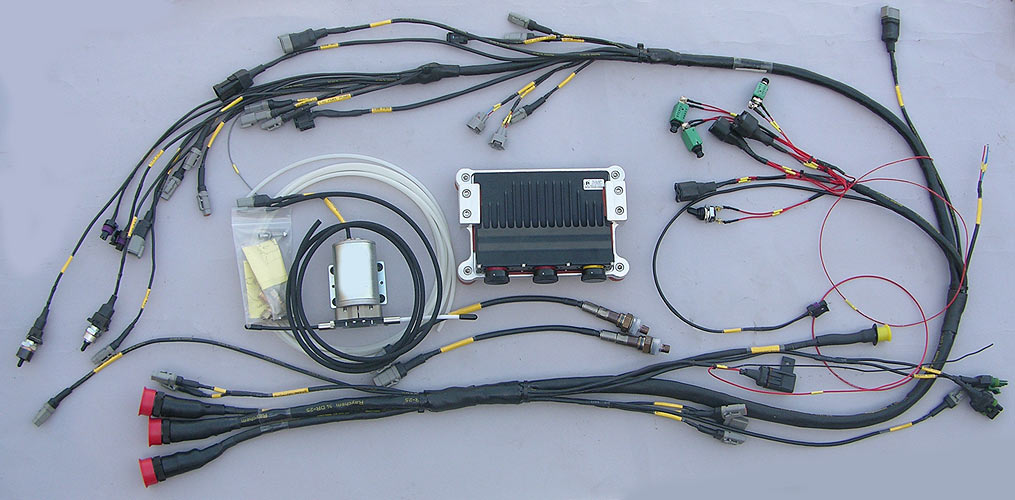
Circular connectors, glue shrunk boots, Raychem DR-25 shrunk
over concentric wound silver-plated Raychem Spec 55 XLETFE
wiring and, of course, the requisite yellow shrink tube labels
covered in Raychem RT-375 clear shrink tubing.
Cosworth Pectel SQ6M ECU. Mil-Spec
evolved into Race-Spec.
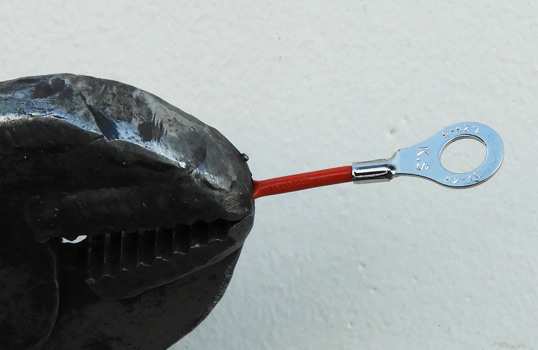
Wicked Wicking
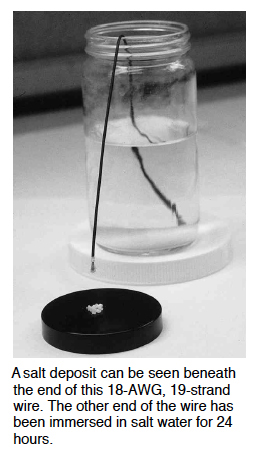
In case you doubt the need for epoxy or adhesive-lined
terminations, the above picture gives graphic evidence of
corrosion traveling down the voids between the strands of copper
wires. Since we go to the Bonneville Salt Flats two to three
times a year for up to a month, and everything gets bathed in
salt, properly sealing the electrical connections is a major
concern. Year one OK...year two fix one or two things...year
three redo everything. Using adhesive-lined or epoxy-based
sealing schemes we can keep corrosion out of our wiring
harnesses.
OEM harnesses employ silicone seals on thermoplastic connectors
to address these issues. Any gap in the harness can provide a
path to internal corrosion.
Sealing
With
Epoxy

Sealing boots and shapes that do not have adhesive melt can be
done with specialized two part epoxies. Abrading the inner
surface and applying the epoxy to the connector and cable before
the heat shrinking operation. Epoxy is not applied to the inside
of the heat shrink. Here the connector is sealed to the cable
using V25 Deray thin wall shrink tube (2:1) and sealed with
epoxy.
Resintech RT125
Epoxy

The preferred epoxy for sealing wiring harnesses is
Resintech RT125.
It is a two part semi-flexible epoxy that is mixed 50/50. You
can purchase RT125 and a 3M applicator mixing gun from Prowire.
These are standard 50ml cartridges. Note they have a shelf life.
If you are using this in concert with non-adhesive lined boots
do not fill the boot up with epoxy or you will have a real mess.
Only seal the ends one at a time. Be prepared to do some clean
up wiping with a clean cloth and alcohol as the epoxy hardens
much later than the adhesive lined boots.
If the entries and exits of the boot are single round diameters
then either adhesive lined or non-adhesive lined boots can be
used. If non-adhesive then seal the exits with RT125, one exit
at a time, wiping the excess off. Syringes are used for more
delicate sealing of smaller parts.
Here we have sealed the multiple branches under the Raychem boot
with Resintech RT125 and shrunk the boot over the epoxy. It's a
good idea to use an additional tie wrap strain relief at the
multiple branch point.
Resintech RT125
3M Mixing Gun
3M EX-PLUS-II-APPLICATOR for the
Resintech
RT125. This makes the application of the epoxy a lot less
messy.
About
$38.00
from Prowire USA... well spent. You throw away the mixing
nozzles after each application as the RT125 starts setting
rather quickly. You should let the applied boot and RT125 harden
as it can get a bit messy before you go off to the next sealing
point. Hanging the harness up so the RT-125 doesn't flow "down"
away from the joint is a good idea.
We buy the mixing nozzles in packs of 12 as we use RT125 for
other projects in addition to sealing wiring harnesses.
Epoxy Syringes
3cc and Epoxy Needles 15 ga &
14ga


When working with smaller
harness components 3cc Luer Lock style disposable syringes
can be used with
15
gauge
Luer Lock stainless steel 1.5" needle blunts to
dispense RT125 harness epoxy. These are inexpensive one time
use items...For less viscous glues or epoxies the larger
I.D. 14ga needles are easier to use.
A wide variety of syringes and 15ga dispensing nozzles can
be
purchased
from Prowire USA.
TE Connectivity S1125

Sold it kits with supporting materials
S1125 adhesive is
used to seal DR-25 and Raychem Boots in the same manner as
Resintech RT125.
This video
shows the proper procedure for sealing and testing the bond on
DR-25 and molded boots. S1125 is more expensive than RT125. The
procedures are the same for both. Here a non-adhesive lined boot
is sealed on both ends.
With Ideal 46-204 Elite Plus Heat Gun use 46-955 Ovelap Adaptor
to shrink the boot.
The Raychem Boots are the last items to seal and shrink in the
harness.
Inexpensive 70% isopropyl prep
pads to wipe the overflow of the harness epoxy from the end
of the Raychem boot.
Motorsport
Wiring Vises

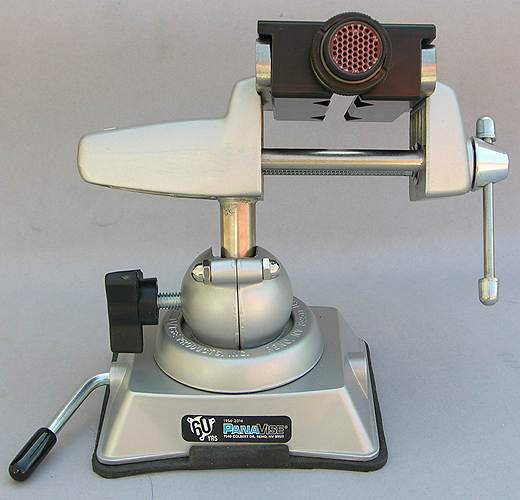
The Panavise 350 Motorsort
WiringVise can be used to hold objects from ecus to bare
wire by just flipping the rubber lined jaws around. In
general, if you are doing concentric twisting, you need to
hold the harness at both ends to do successive layers.
Holding the harness at both ends allows you to
twist exiting leads.
The Panavise 350 is widely used in motorsport wiring and is
firmly attached to a production wiring bench. The small
circular tray around the base can prove useful holding pins
and sockets.
Having a lip around your production bench keeps parts from
taking a dive. Looking for a 22ga socket on the floor and
then rolling your chair over it or stepping on it s not a
recommended exercise routine.


Inexpensive vises for holding
motorsport wiring harnesses and connectors. The SE 8436MVC
3" Universal Table Vise on the left above has slip on soft
rubber pleated jaws.
The vacuum base Panavise Model 381 on the right we modified
with two 4" x 1" x .25" steel plates replacing the
Panavise plasic jaws and added a set of 4" NO-M.A.R
PlastiXrevolution
magnetic polymer magnetic jaws. This gives us a 1/2" to
1"diameter grip on wiring harnesses.
Here we are holding an Autosport AS16 26 position
connector for socket insertion and service loop forming. Any
circular connector clamping diameter beyond 1" and up to
1.250" you will have to fabricate a new lead screw with a
7/16" x 14 x 5" socket head cap screw and drill / insert a
1/4" handle. Use the 350 Vise for larger widths. In gereral,
you should wrap Kapton tape around circular Autosport
Connectors to keep from scratching the anodized surface.
Both vises come with soft jaws. Invaluable when holding
harnesses for concentric twisting, forming service loops, or
pin/ socket insertion. Available from many sources. The
SE8436MVC can mount to the table's edge and the Panavise can
be moved around and fixed in place if the surface is
non-porous.
These are not heavy duty items. Holding wiring harnesses is
certainly light duty. We use all three shown. Daniels Mfg
has a $750.00 vise for circular connector assembly.
Foam Swabs

Chemtronics Coventry
Sealed
Foam 48040 Swabs are perfect for dealing with harness
epoxy as you don't have to mess with the fuzzies in common
cotton swabs.
Available
in
packs of 500 for about $0.12 each. We use all sorts of
potting compounds beyond the harness specific RT125 and have
found these to be the best way to clean and manipulate the
goo.
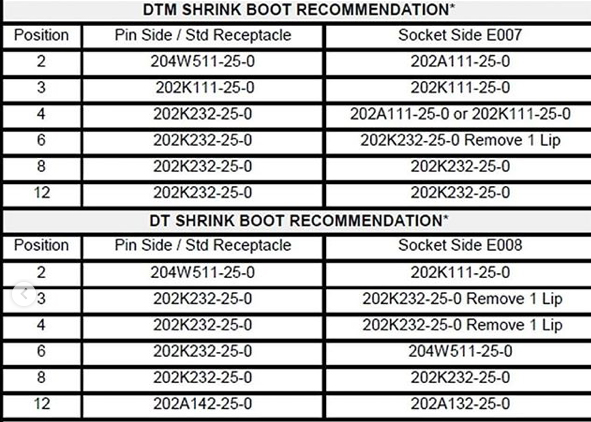
The comprehensive guide is
Raychem Heat Shrink Products. However, it can get a bit
confusing and, in general, you will be using System 25
Specifications for your wiring and connector sealing. For
example on a Pectel SQ6M with three Autosport connectors we
might use a 90 Degree Boot with adhesive. 222K152-25/225-0. The
/225 refers to the factory applied adhesive, and the "25" is the
boot material used in System 25 applications.
Whether you use adhesive lined boots or seal them on their ends
with RT125 Epoxy you use about 480F or 280C with your heat gun
with a flat bladed tip.
There is a newer "25L" designation for a lighter boot, not
listed in the literature.
With Ideal 46-204 Elite Plus Heat Gun use 46-955 Overlap Adaptor
to shrink the boots.
Micro Molded Boots
Instalite
Molded
Boots
Raychem Instalite

The Raychem boots on
Deutsch DTM06_xS_E007 Connectors.
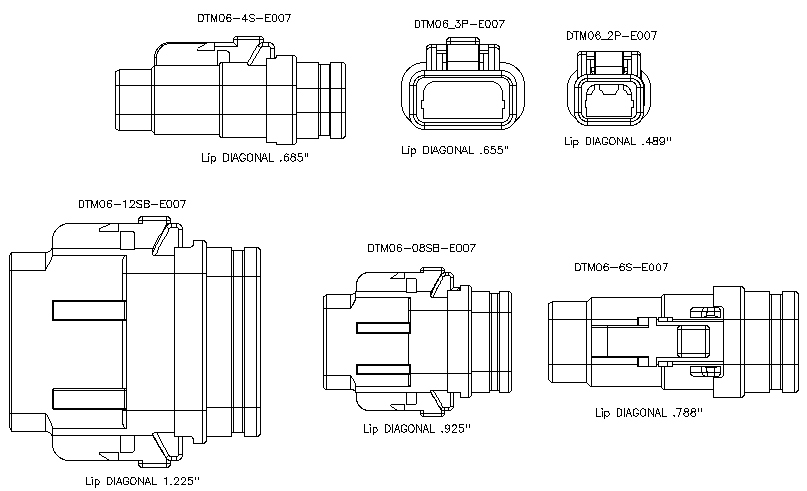
To provide additional sealing
and strain relief, either
Raychem
molded
shapes (boots), or adhesive heat shrink like ATUM (3-1
or 4-1 shrink ratios) can be used on Deutsch DTM Connectors.
The lip diagonal dimensions above allow you to decide on the
proper sealing boot or shrink tubing.
Raychem
ATUM 4-1 and Raychem
HTAT: Less Expensive Connector "Boot" to DR-25

ATUM
HTAT
4-1
Shrink Ratio Raychem ATUM effectively seals
connectors with boot lips to DR-25. I shrinks 4-1 in
diameter and almost none in length. It ends up way
shorter than a straight boot and is far less expensive.
-55C to 120C rated. Single wall.
A stiffer and higher heat rated -55C to 125C (257F) in a
4-1 shrink ratio is
Raychem
HTAT . HTAT has better adhesion than ATUM and is a
dual wall construction which is stiffer than single wall
ATUM.
Available from
MOUSER.
Sumitomo
W5DL Semi-Rigid Shrink Tube for Transitions
and Stain Relief: 3:1
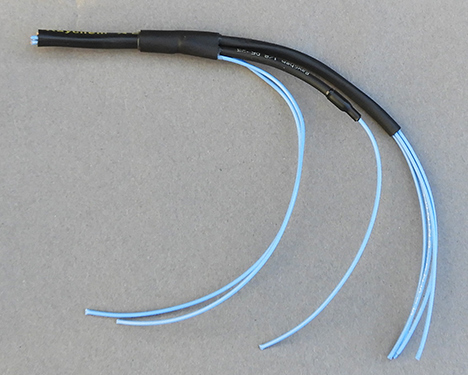
W5DL is the choice for DR-25 transitions
(3-1 Shrink Ratio). W5DL is
recommended in applications for connections and wire
harnesses where filling voids and interstices are of
importance. In addition, W5DL provides good strain
relief because it does not adhere to the substrate
material it can be removed to repair components. Use
instead of Raychem SCL.
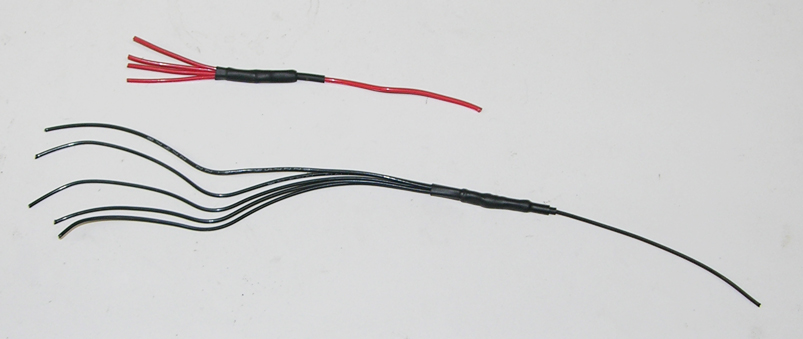
Here we made a test transition 1/4" DR-25 to two 1/8"
DR-25 and some exiting bare wires for a product we
make. 3/8"
W5DL sealing the transition
Sumitomo
W3B2 Flexible Shrink Tube for Transitions
and Stain Relief: 3-1 / 4-1
The flexible cousin of Sumitomo
W5DL.
SUMITUBE W3B2 is recommended for applications
requiring water-proofing for light cable and wire
harnesses and protection of connector components.
Available at Digi-Key and
Heatshrink.com
it is good to stock this as well as W5DL. These two
types of heat shrink that will cover most
situations.
Raychem
Boots v. Heat Shrink: A Reality Check
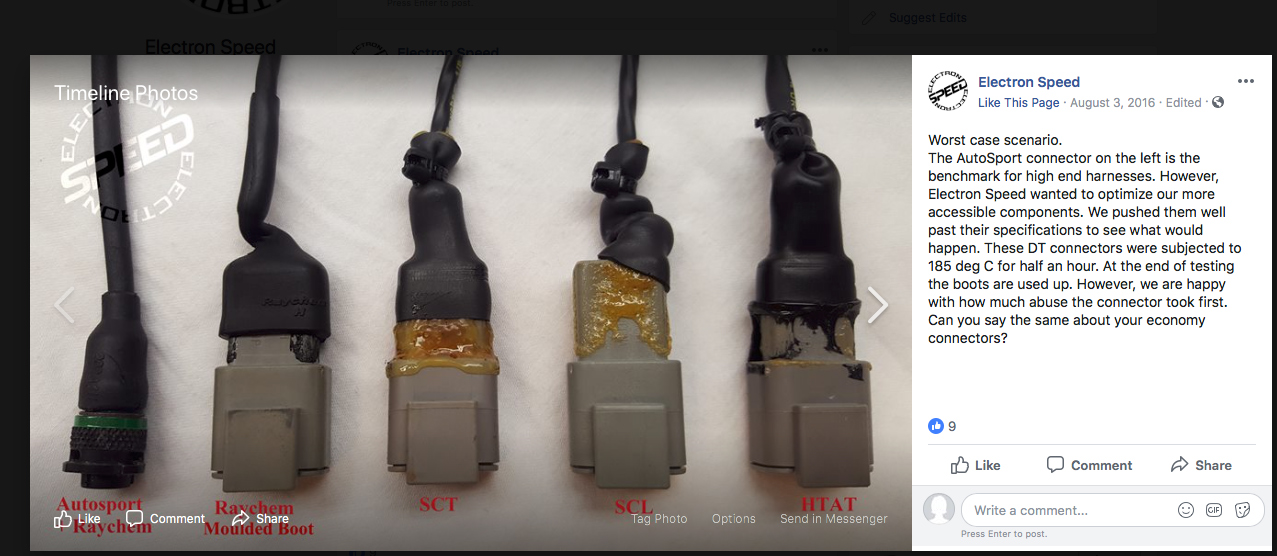
Electron Speed is
a full service motorsports electronics firm. Here they
compared, in a controlled test, what happens when heat
is applied to the various schemes for connector sealing.
It's pretty obvious that dedicated Raychem Boots, albeit
expensive, are the preferred solution when paired with
harness epoxy (RT125).
ATUM (not shown), which is frequently used on DTM
Connectors, will react similarly to SCL. HTAT is rated
up to 125C (257F).
Keep in mind that Plastic does not corrode. Autosport
aluminum connectors will...We know because we spent
years going to Bonneville where the salt and salt air
eats everything. Deutsch D369 Connectors (3 / 6 / 9
position) have the highest temperature rating of any
plastic connector with PEI/PEEK construction and
flurosilicone seals...and they are tiny (26-22 /
24-20ga).
Get
your Raychem Boots at Prowireusa
Prowire Designed "SuperSeal"
Boots


Prowire has recently introduced
a series of friendly, flexible, connector specific, rubber
boots that provide both strain relief and sealing with no
need to use the more expensive Raychem boots that have to be
shrunk with heat guns. DTP and DTP variants coming Spring
2023.
Prowire designed these and had the molds made (covered by
Design and Utility Patents) to give you an elegant flexible
sealing system. Speed your harness design with these.
If you are familiar with the Bosch family of OEM rubber
connector boots you will appreciate these. Even more so when
you use
Prowire
solid contacts designed for the Deutsch Superseal
Connectors.
Prowire: " Introducing our brand new patent pending in-house
designed solid contact specifically for use with Superseal
1.0 connector housings. The time of using the
factory-stamped contacts with either hokey or expensive
tooling is over.
Our SSC-N is a nickel-plated hoodless solid contact with a
nickel-plated body and a beryllium copper gold-plated clip
just like OE.
You can terminate your ECU, PDM, or dash at breakneck
speeds. Our SSC contact is currently available in an
18-24awg version, with a 16-24 ga version releasing
May/2023"

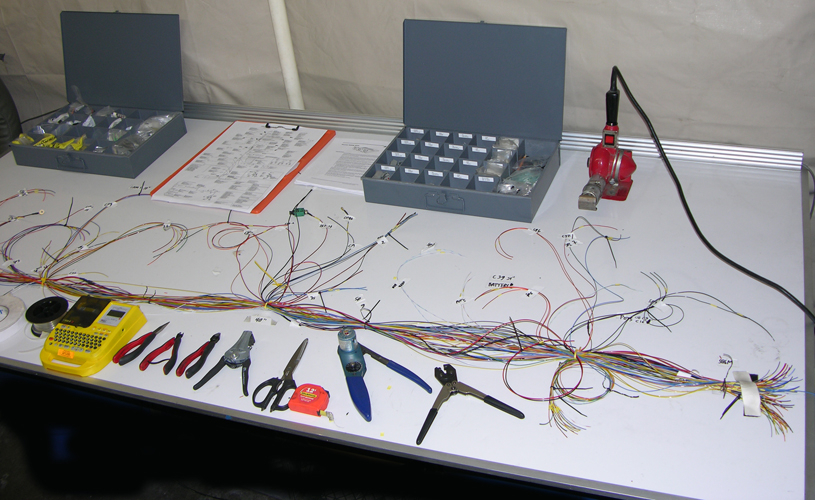
Motorsport Harness Layout
Assembly: Don't use plastic cable ties when laying out your
wiring harness on your workspace, as you will have to
continually cut them off and you end up with a bunch of
wasted ties and run the risk nicking the harness
wires. 1000 twist ties for about $16.00.
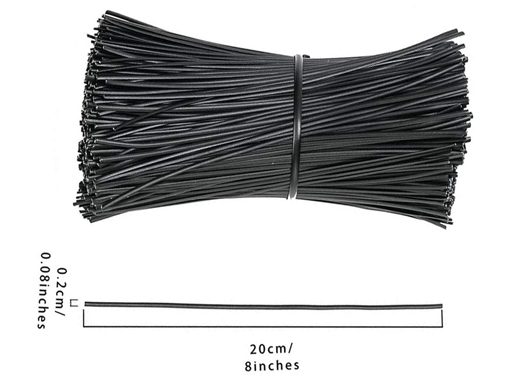
Use plastic-coated, solid wire, twist ties to holds
together temporarily. The coating won't harm any wiring and
the wire can be reused. 8" lengths.
When laying out your harness on a table or board use
4
way adhesive mounts to locate the harness and leads in
place and use the twist ties to hold the wires.
It's easy to remove and to add, or subtract wires, for
concentric or sensor lead twisting. No wasted plastic ties
or nicked wires.
20 Gauge Plastic
Coated Wire Spool

When you need to hold wire
bundle leads together, typically near a multi-pin ecu
connector, use plastic coated solid 20 Gauge wire.
Buy a roll and snip off a piece. This saves wasting cable
ties. No chance of nicking the wires.
This wire is too fat to slip into the 4-way adhesive mounts
linked above.
Cable Ties

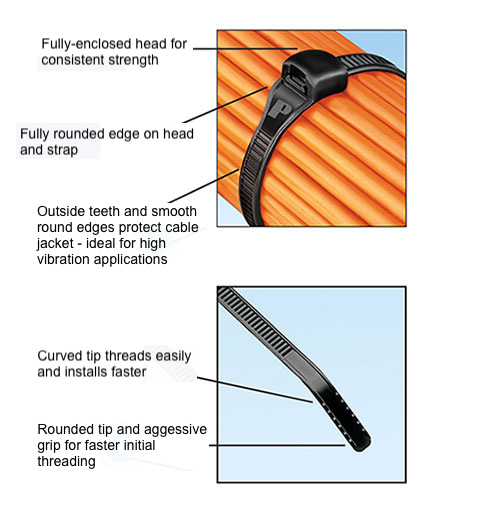
We have found the best Cable ties are
Thomas
& Betts Ty-Raps with a stainless steel locking
mechanism. Metal locking tabs are a NASA requirement
(NASA-STD-8739.4 [7.3.4])
An alternative is the Panduit Contour-Ty (right picture).
Normally you use Black Nylon cable ties...be sure they are UV
Stabilized and only purchase Brand Names like Panduit, Thomas
& Betts Ty-Rap, or Hellerman Tyton. Once at Bonneville we
bought some cable ties from local auto parts store and they
broke when you tightened them
Peek Cable Ties
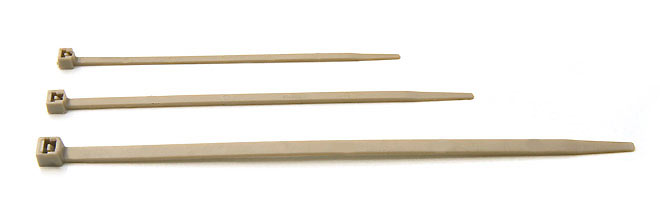
PEEK Cable ties
are rated up to about 500 Deg F... way, way, beyond normal Nylon
cable ties (185 Deg F). There are priced in the
$1.00
each
price range for 100 6" ties. Available from Panduit in
4.0" (PLT1M-C71); 5.9" (PLT1.5M-C71); and 7.4" (PLT2S-C71)
lengths.
MIL-W-22759/32-35
and
MIL-W-22759/41-46 or Raychem "Spec 55"Primary Wire
(Race-Spec)
Raychem Spec 55 wire has become the defacto standard for
motorsports wiring. "Spec 55" is a trademark of Tyco
Electronics. The actual designation is MIL-W-22759/32-35 and
41-44. MIL-W-22759/44 is the normal wire of choice with silver
plated copper stands. Silver plated copper (SPC) strands have a
higher temperature rating than does Tinned copper (TC) strands.
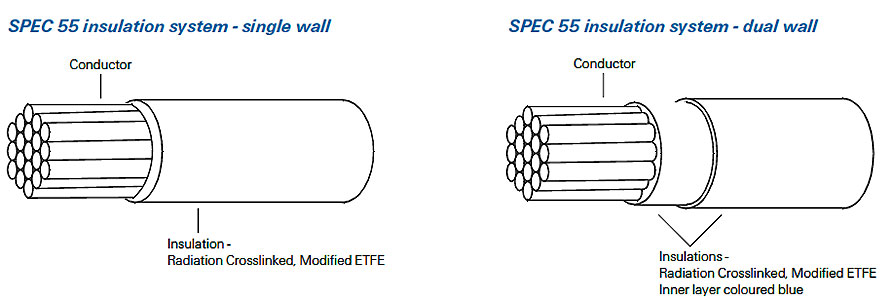
Spec 55 Single Wall or "interconnect" wire carries the
designation 55A011-xx-xx. Spec 55 Dual Wall or "airframe" wire
carries the designation 55A081-xx-xx.
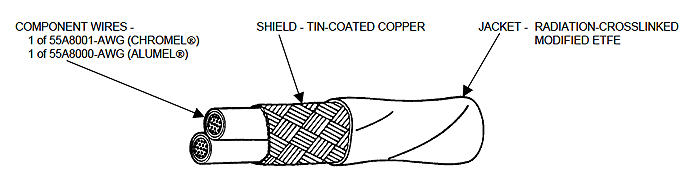
"XLETFE" insulation refers to Cross Linked ETFE Polymer (Tefzel)
which provides increases abrasion resistance over Tefzel
insulation. Dual wall construction is commonly used in aircraft.
ETFE is described as a "modified radiation cross-linked
polymer”.
Specification
|
Insulation
|
Conductor
|
AWG
Range
|
Temp
|
Voltage
|
Wall
Type/Thickness
|
M27500
Symbol
|
MIL-W-22759/32
|
XLETFE
|
TC
|
30-12
|
150C
|
600
|
Single
.006"
|
SB
|
| MIL-W-22759/33 |
XLETFE |
SPHSCA
|
30-20
|
200C
|
600 |
Single
.006"
|
SC
|
| MIL-W-22759/34 |
XLETFE |
TC
|
24-00
|
150C
|
600 |
Double
.010"
|
SD
|
| MIL-W-22759/35 |
XLETFE |
SPHSCA |
26-20
|
200C
|
600 |
Double
.010" |
SE
|
| MIL-W-22759/41 |
XLETFE |
NPC
|
26-00
|
200C |
600 |
Double
.010" |
SM |
|
| MIL-W-22759/42 |
XLETFE |
NPHSCA
|
26-20
|
200C |
600 |
Double
.010" |
SN
|
| MIL-W-22759/43 |
XLETFE |
SPC
|
26-00
|
200C
|
600 |
Double
.010" |
SP
|
| MIL-W-22759/44 |
XLETFE |
SPC
|
28-12
|
200C |
600 |
Single .006"
|
SR
|
Dual wall (normal weight) "Spec 55" will have an inner layer of
a contrasting color (blue) to indicate when the wire has been
nicked, abraded or cut.
TC refers to Tin Plated Copper. SPHSCA refers to Silver Plated
High Strength Copper Alloy. NPC refers to Nickel Plated Copper.
NPHSCA refers to Nickel Plated High Strength Copper Alloy. Note:
24-30 AWG should use SPHSCA conductor
Nickel has a higher melting point than does silver but this is
of little consequence in motorsports ecu wiring.
Best deal in town for these 3-1 shrink tube wire markers
for 22759/32, 22759/16, and TXL wires. ...and all White
22759/44-xx-9 wires.
If you are going "Pro" and intend to use 22759/44-xx-9
wire then this is your ticket to sanity. 2500 pieces for pennies
each. Refills of 250 pieces ship immediately.
Use all White wires like in F1 and WRC and go crazy. Why all
White wires?...Well with all White you just cannot make
assumptions and 100 percent inspection and Hi-Pot testing is the
rule.
Alternatives to
MIL-W-22759/44 "Spec 55" Race- Spec Primary Wire
A less expensive and more commonly available wiring is the
single wall Tin Plated (TC) Copper strand wiring MIL-W-22759/16
or the thinner wall 22759/32. It could be argued that silver has
a better conductivity and higher temperature rating than tin
plating...but, both offer increased protection against corrosion
over bare copper wires.
| Specification |
Insulation |
Conductor |
AWG Range |
Temp |
Voltage |
Wall |
M27500 Symbol |
MIL-W-22759/16
|
TEFZEL
|
TC
|
24-00
|
150C
|
600
|
.011"
|
TE
|
| MIL-W-22759/32 |
XLETFE |
TC |
30-12
|
150C
|
600
|
.006"
|
SC
|
The main benefit of Spec 55, MIL-W-22759/44 and MIL-W-22759/32,
over the alternative MIL-W-22759/16 is that it is "tougher" i.e.
it has better abrasion properties due to its irradiated jacket.
This is less of a concern if the harness is sheathed in DR-25
heat shrink, which is a common motorsports practice. In short it
is an acceptable alternative to the more expensive 22759/44
silver plated wire.
In 20 AWG it weighs 5.18 lbs/1000 feet as opposed to Spec 55 20
AWG which weighs 4.3 lbs/1000 feet. It is also larger in
diameter in 20 AWG .060" versus .050" for the Spec 55 wire.
A thinner and bit tougher insulation alternative to the /44 wire
is the MIL-W-22759/32 and saves a few thousandths in diameter
and weight...It's the same price as the /16 wire. Both are tin
plated copper ("TC").
Available
from
ProwireUSA. A thinner tougher wire in the 22759/44 and
22759/32 variations.
Wire is really the cheapest part of the equation. It's the labor
stupid. We use both /16 and /32wire for our products and
harnesses.
A word of advice: When you stock up on 22/20/18/16
gauge wires be careful to keep the various gauges physically
separated as it's easy to grab, say, some 20ga (22759/32-20-xx)
wire when you really are installing 22ga (22759/32-22-xx) wire.
This mistake makes it interesting when you go to install the
terminals.
Note: Tefzel is Ethylene-Tetrafluoroethylene (ETFE)
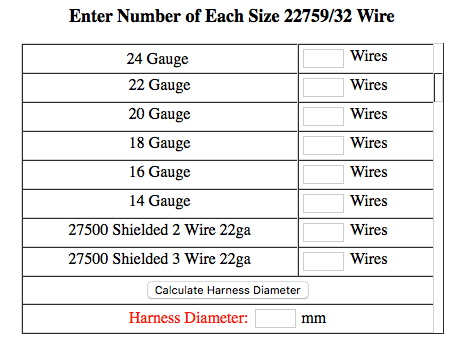
Dimensions
22759/32- Wire
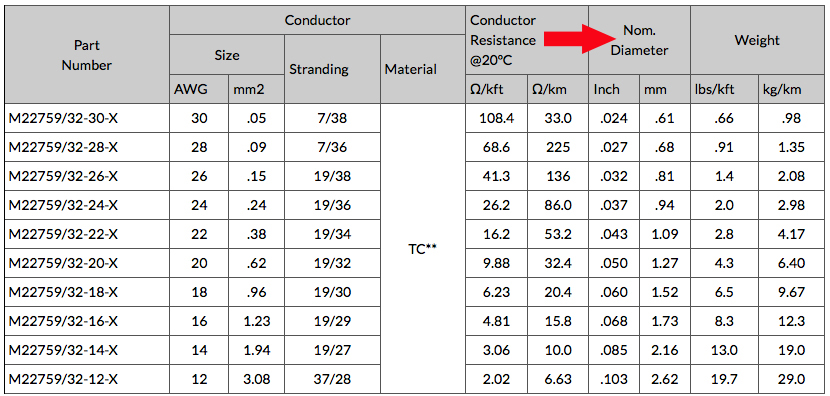
Wire dimensions for both the
conductor and the insulation must be known when you are
choosing the terminal and seal for a particular connector.
Often you will order a connector and seal only to find the
terminal is the wrong size for the wire and insulation and
or the seal supplied with the connector does not seal the
wire. The conductor is expressed in mm2 and the wire
insulation diameter is expressed in mm. Metri-Pack 280
Series Injector / Sensor connector example above.
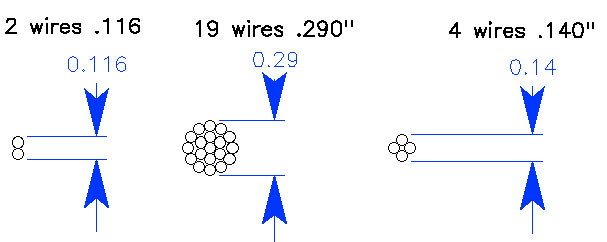
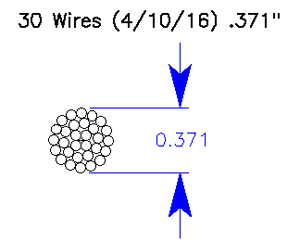
The above link allows you to determine the harness diameters
for 22759/32 wiring. When planning your harness you need to
know the diameter of each branch to plan for your
transitions and Raychem Molded Boots.
The Wire Harness Diameter Calculator takes inputs for 24 to
14 gauge MIL-W-22759/32 wires to determine the bundle
diameter.
Amperage Ratings Mil-Spec 22759/16/32 Wire
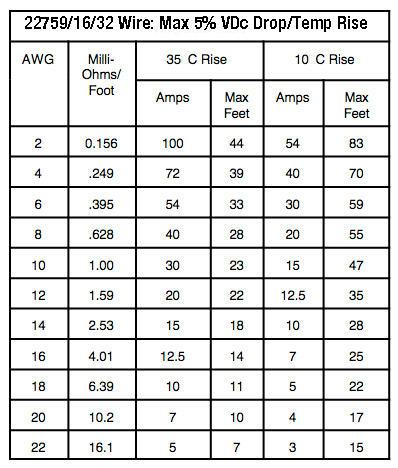
The above chart gives a general
amperage rating for the mil-spec 22759/16 and 22759/32
wires. In reality, it gets a little more complicated than
this as wires have resistance and the longer they are the
less capacity they have, and the greater the voltage drop.
In a motorsports wiring harness the wires will be enclosed
in DR25, twisted together, and not in free air, so there
will be more heat, which further degrades their capacity.
The chart is based on maximum length to maintain a 5% VDc
drop. For a more complete explanation on temperature rise in
harnesses
view
this pdf.
In automotive use with longer runs here are safe
recommendations:
Battery Positive Direct 10AWG
Battery Negative Direct 10AWG
Other Battery Positive 14AWG
Fuel Pump Positive 14AWG
Radiator Fan 14AWG
Switched Ingition 20AWG
12V 5A Fused 20AWG
Tach Output 20AWG
Sensors 20 AWG
Injectors 20AWG
For motorcycle use where the runs are very short we use
14/18/16/20/22AWG. For example: Injectors 20AWG (better seal
plugs); Lambda Sensor (5)20AWG to Autosport; Lambda Harness:
12V+ 20AWG, Heater(-) 20AWG, Vs 22AWG, Ip 22AWG, Lambda
Analog GND 22AWG; 5V Sensors 22AWG; Fuel Pump +/-
16AWG; VBat+ 14AWG; Chassis Ground VBat- 14AWG.
To see what the effects of length have on your wire AWG
choice
visit
this calculator which gives you your end voltages and
maximum lengths. We suggest you use the 2% drop figure
mentioned in choosing your wire sizes.
Prowire USA
Custom Mil-Spec 22759
Wire
Striping
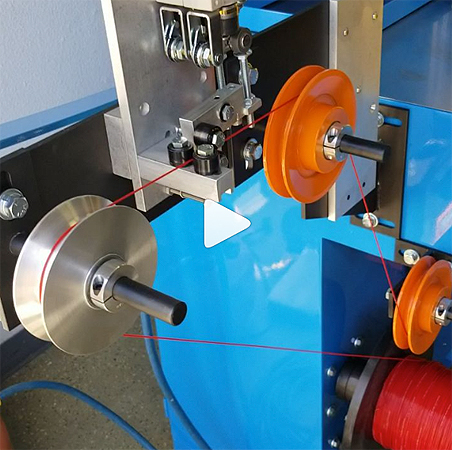
In case you wondered how
mil-spec wires are color coded with up to 100
combinations of base colors and stripes here's a link to
Prowire USA's
mil-spec
wire
striping machine in action which can print up to
three stripes simultaneously as well as alpha/numeric,
hash marking, band marking, longitude striping and
dotting. Complex expensive puppy.
Identifying wires in your harness is easier with colors
and stripes.
Spec55
Wire color codes. There are ten basic wire colors.
Add the stripes and there are 100 combinations.
If you wish to get your wires organized by numbers
(1-12) , and not by colors, Prowire offers a
White
Wire numbering service...say 1-6 for Fly By Wire
etc. Bi-directional.
Prowire USA
Mil-Spec Wire Modular Rack System
(Note: Not Currently Available due to COVID Price
Increases)

How do you organize
multiple spools of wire and Raychem DR-25? Well, not
like in the picture above. There are all sorts of wiring
spool racks available, but none were created exactly for
Motorsports Mil-Spec 22759/16 and 22759/32 wires and
also Raychem DR-25 Heat Shrink use.


ProWire USA
Mil-Spec Modular Rack System:
Stackable modular racking system for Mil-Spec wire,
cable and DR-25 heat shrink. Shown here in
powder coated blue. This rack, as shown, will hold
55 spools of Mil-Spec wire as well as 6 large spools
of DR-25 tubing. ProWire made several variations of
these racks....even some in stainless for NASA.
All 3 cabinets bolted together are about 70" tall by
28" wide and 24" deep on the tubing cabinet.
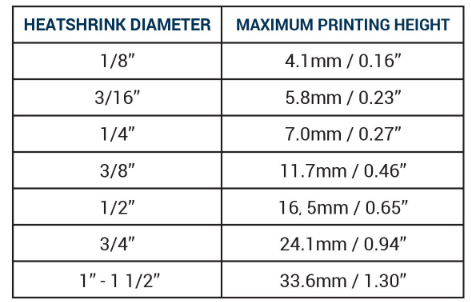
This rack will hold full rolls of 1/2" to 3/4" DR-25
tubing on the bottom section (19" diameter rolls).
The Middle and top sections are stackable. On those
Prowire made: 2 row (20 spool) and 3 row (30 Spools)
cabinets. The unit, as pictured, stands 70 1/4" tall
and is 28 1/4" wide and weighs in at 112 lbs bare.
This is the best way to keep your sanity and reduce
clutter. Go vertical and save time and space. Time
is money.
These are currently not
available due to COVID price increases which
raised the price way above the original start
price of $750.00.
If you want to male your own: 1 3/8" tube for the
DR-25 and 3/4" tubing for the wire spools to spin
on.
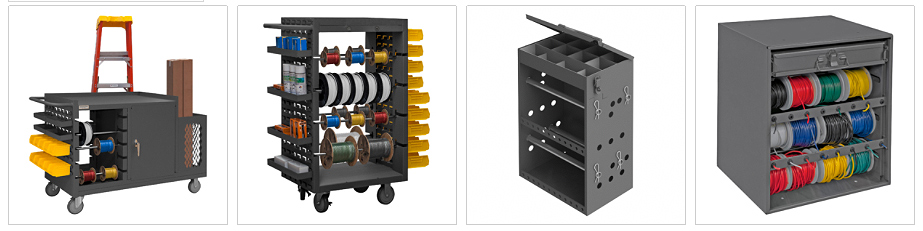
With ProWire no longer offering racks
Durham
is your best best bet for organizing your wiring
reels...wire as well as DR-25.
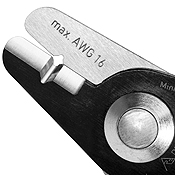
Cutting Mil-Spec
22759/16/32 Wire...Rennsteig and Ideal Cutters


If you've cut thousands of wires with regular blade type
cutters from Ideal, Snap-On, and others you know there
must be a better way so the twisted strands stay round
instead of being flattened or mushed out a bit.
The answer for a perfect round cut is the Rennsteig
8000 1001 3 RT Miniature wire cutter and strand
trimming tool (Flush Cut). It cuts wires from AWG 26 to 16
according to aerospace standard AS6173/1. It is not spring
loaded to open so you use your finger next to your pinkie
to open it. Be careful with these as the cutting edge is
easily damaged if you get a bit overzealous, don't get the
wire in the slot, or cut the wrong type wire...like
thicker GXL or TXL.
You have to align the wire each time so this takes time
as opposed to usual diagonal cutters. Its major advantage
is it leaves the 19 strands of the 22759/16 and 22759/32
wires round. Very clean
Another choice is the spring loaded Ideal
45-260 ESD safe knife blade cutter. You don't have
to line up the wire in the slot as it is a knife blade.
High quality diagonal cutters are available from
Knipex
https://www.knipex.com/products/electronics.
Polished and laser-hardened steel. Everthing from Knipex is
A-1.
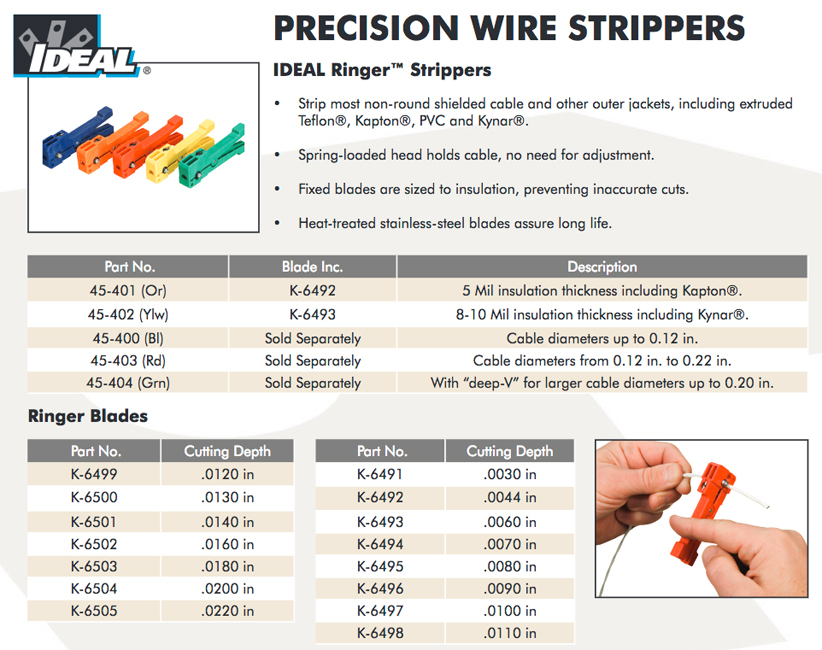
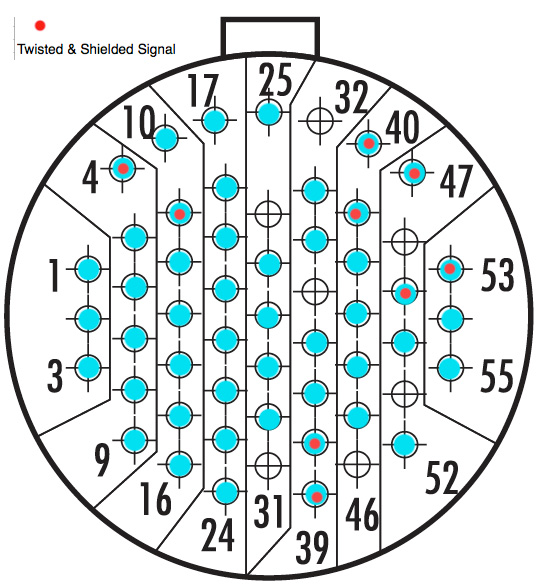
Twisted Pairs: Protection From EMI Interference

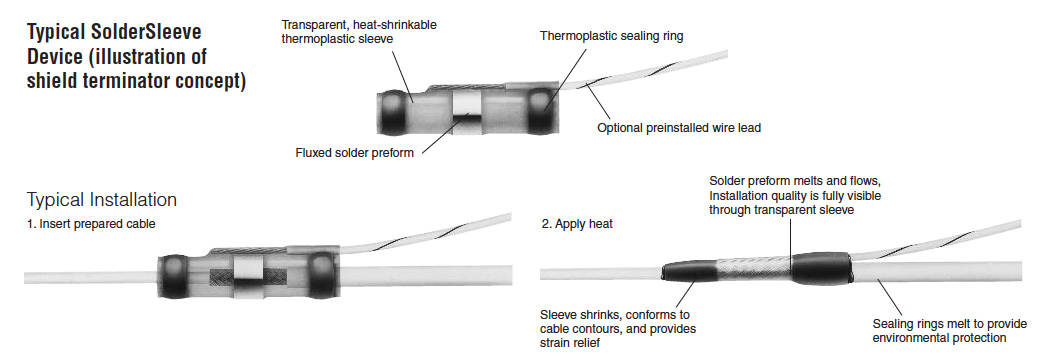
How do you strip shielded cable for a solder sleeve?...Well
there's always a tool. The
Ideal
45-402
Ringer Cable Stripper.
Crankshaft sensors, camshaft sensors, RS 232 and other
communications should use twisted pair, shielded, wiring. 20 or
22 AWG is typical for twisted pair sensor and communications. We
use 22 gauge
Shielded
Tefzel
Cable wires from Prowire USA for our two wire crank
position sensors and three wire hall-effect sensors.
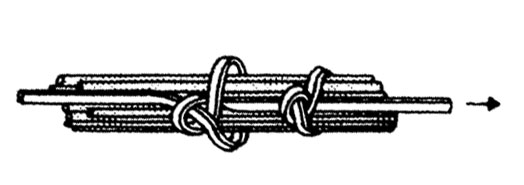
Twisting the wires reduces magnetically induced interference.
Forcing the wires together reduces the loop area and therefore
the induced voltage. Since the currents are flowing in minimum
loop areas, magnetic field generation is reduced. Good idea to
avoid signal problems due to noisy ignitions, coils etc.
Note that the commonly used model 45-402 comes with a blade and
is used on 20-24AWG M27500 SB cable.
Grounding of the shielded cable is accomplished by using
dedicated solder splices. Section 8-3 of Tyco Electronics
(te.com) main
Wire and
Cable 27.9Mb Catalog lists these solder splices. They are
available with or without leads. We ground our shielded wire
jackets directly at the SQ6M ecu.
Procedures are defined for grounding the of the shielded wires.
Best practice is that you leave the shield open at the sensor
side for shielding to be effective. If this side is
grounded in some way, the shield doesn't work. Shielded gounds
are tied to a single ground point at the ECU side.
Solder
Sleeves are available from ProwireUSA
Video:
Installing Solder Sleeves

Where to Buy Motorsport Wiring
Supplies

An excellent source for your motorsport wiring supplies for you
go-it-alone types is
ProwireUSA
as they stock about everything you need and sell in small
quantities. It a good place to pick up your MIL-W-22759/32 and
MIL-W-22759/16 wire and supplies. They have 140 Mil-Spec wire
color combinations in stock and even custom stripes and numbers
wires to order.
ProwireUSA has extensive experience building wiring harnesses
and only stocks the best and competition proven parts. Quick
service and excellent prices.
Don't make the mistake of using less quality supplies from
autopart and general supply houses. Prowire also stocks oem TXL
and GXL wires as well as the mil-spec 22759 Tefzel wires.
Follow Prowire
on Instagram.
ProwireUSA
22230 S Scotland Court, Queen Creek, AZ 85142
Phone: 619-440-9473
Email: sales@prowireusa.com
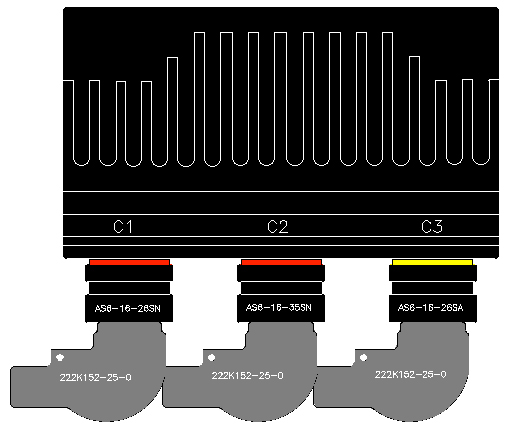
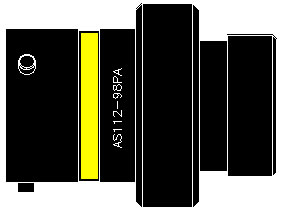
Connectors

Deutsch
Autosport: Specifically designed for motorsport.
Lightweight. Expensive. Requires Mil-Spec crimping and stripping
tools. This is
Cosworth Pectel SQ6M
that we use on our ORCA motor
turbocharged
Harleys. The color bands denote the connector shell
keyway. The left and right connectors are 26 Pin 20 gauge of
different keyway locations so you cannot mix them up. The center
connector is a 55 pin 22 gauge connector. Figure on spending
about $400.00 for the associated connectors, sockets, and
insertion tools for the SQ6M. 107 pins total.
Metal shells don't melt like plastic ones do. Higher end
motorsport applications all use Autosport ECU
connectors...Pectel, McLaren, Magnetti-Marelli, and Bosch. We
model the SQ6M with the Autosport connectors to use in our
wiring diagrams.

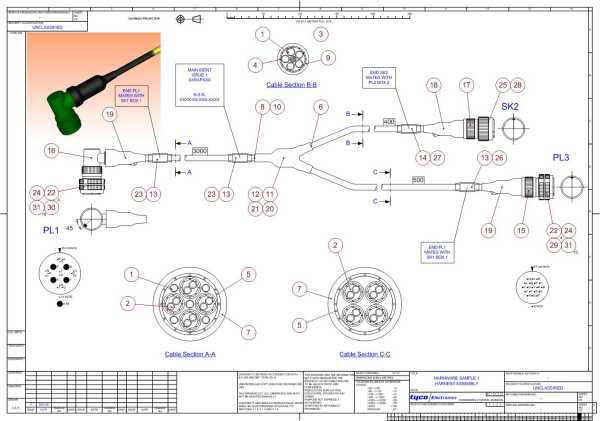
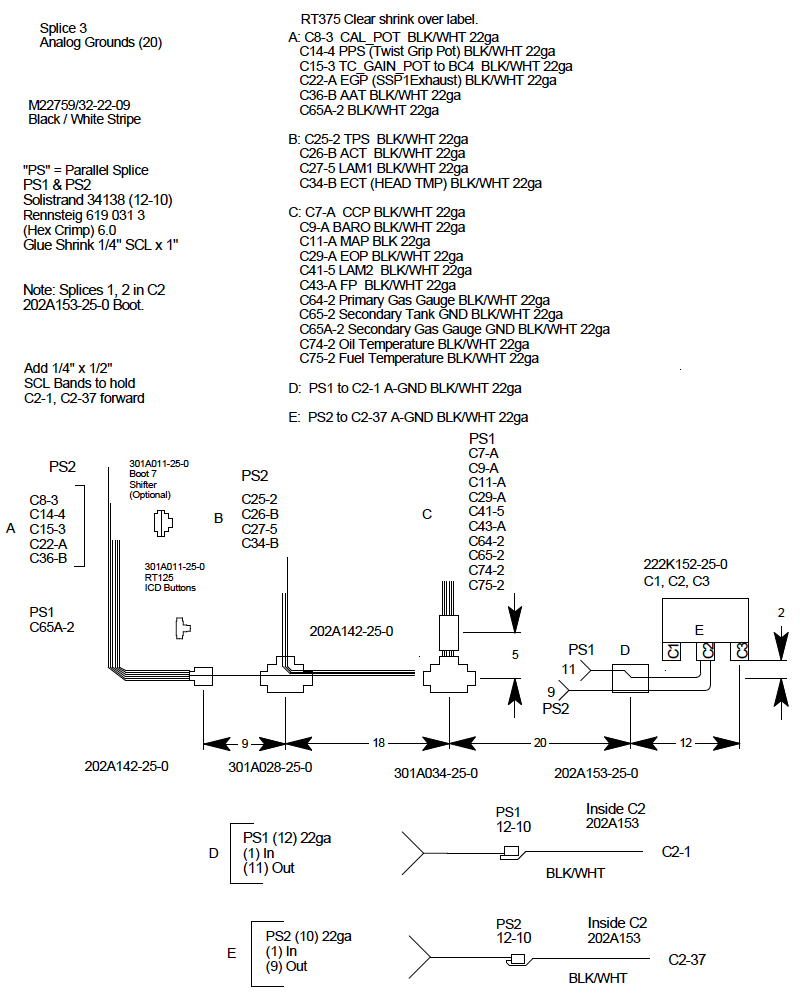
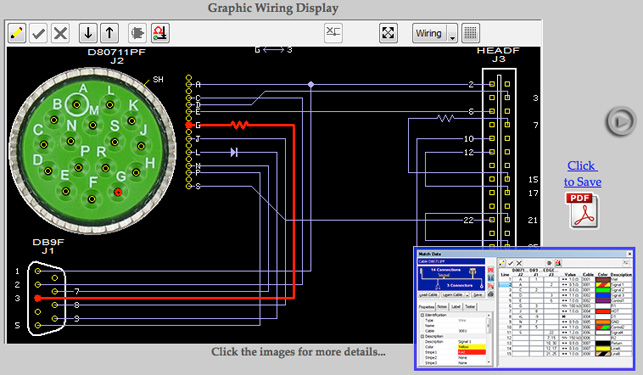
One simple way to do layout
planning for wire and heat shrink lengths, where the harness
makes some turns, is to use electrical wire that can be bent
into shape. Here we are figuring out the lengths where the
three SQ6M connectors will exit the three 222K-152-25-0
boots and go to the next boot, a Raychem 202A153-25-0.
8AWG works well. Here we used some 4AWG. It worked out to
16", 19" and 22". From there we subtract the overlap from
the boots to get the DR-25 lengths. We fudge wire lengths on
either end to allow for concentric twisting.
We model the various Deutsch Autosport connectors that we use in
our harnesses. Pricey devils, but they don't melt, and use
Raychem lipped boots sealed with Resintech RT125.
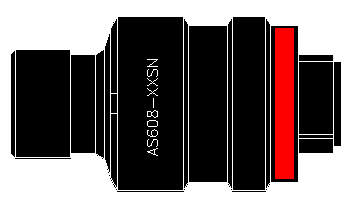
Pectel MQ12 controller. Same as used by Aston Martin, Lotus,
Nissan Nismo GTR and in World Superbike. Full Autosport
Connectors. In case you are wondering how fast this controller
can process things it has a MPC5200 processor that delivers 760
Million MIPS (Instructions per second) to keep track of all your
inputs. Four Autosport Connectors.
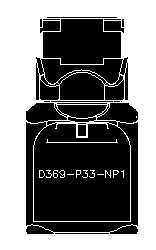
What's Between
Autosport and DTM Connectors?...Deutsch
369
Series Connectors


Deutsch 369
Series Connectors come in 3, 6 or 9 pin variations.
These are rated at 175 Celsius (347F) or about 50 degrees
Celsius higher than Deutsch DT or DTM Connectors. They are
also IP67 rated. Made of high temperature PEI/PEEK materials
with Flurosilicone seals, they are about 5 times more
expensive than DTM connectors. Designed for aerospace they
use #22 Contacts 26-22 AWG and #20 Contacts 24-20 AWG. Rated
at 500 mating cycles.
Just the ticket for motorsports wiring with its high heat,
weight, space, and harsh environment requirements. Less
expensive than Deutsch Autosport anodized metal variations.
Where exposure and corrosion is an issue PEI/PEEK can offer
an advantage over anodized aluminum. We had Autosport
aluminum connectors corrode at the Bonneville Salt Flats.
This
video
explains the 369 Connector features
The 369 Series are really small parts. Above left is an
oversize model of the Deutsch three pin 369 Receptacle.
Above right is an actual size model of the 3 pin Receptacle.
The actual part is .389" Width by .752" Length...Smaller
than a comparable Autosport Connector. Nice items
for motorsports wiring with FBW (6 wire) and other
sensors which use 22 Gauge wires where heat, space, and
packaging issues are at a premium. Pins / Sockets for these
are in two sizes: 22 (26-22 AWG) and 20 (24-20 AWG).
We use these in conjunction with Black DTM connectors, with
the DTM connectors being used with larger 20/18/16 gauge
wires.
Where to Buy Deutsch
Connectors & Mating DT/DTM
Raychem Boots



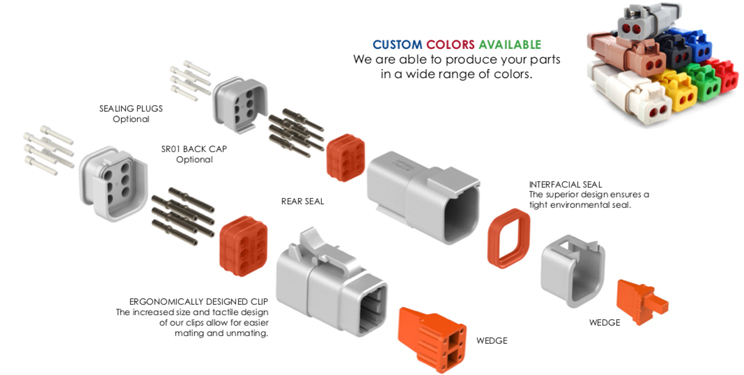
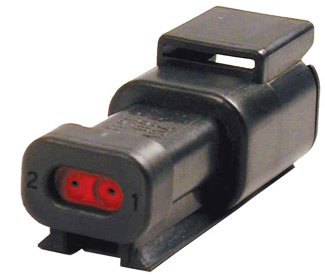
Deutsch DT, DTM and DTP Sealed
thermoplastic connectors are the cost effective motorsport
standard...A step above the ubiquitous Weatherpack
connectors.Used by all motorsport wiring professionals in
Mil-Spec and Race-Spec Motorsport wiring.
The best place to buy these is the
Deutsch Connector
Store. With 100 rated mating cycles and precise pins
and sockets these are the next step below the all metal
Autosport Connectors which are way, way, more expensive. Its
best to buy these from someone who can provide a complete
solution in both parts and tooling. Fast shipment and
excellent prices. One thing you might consider as these will
not corrode as can happen with the more expensive Autosport
Connectors. Connectors and the Rayhem Boots are available
for
purchase
from
Prowire
USA.
Using the Raychem boots is the cleanest most durable
method of sealing DT/DTM Connectors. Raychem ATUM works well
with its high shrink ratio but will degrade faster under
high heat conditions. Using the proper boot and sealing it
with RT125 is the preferred solution. Things stay sealed and
no seeping adhesive from overheating the ATUM in fabrication
or use. Rock solid.
If you get confused by all the Deutsch Suffixes in the part
numbering scheme
check
out this page done by LADD.
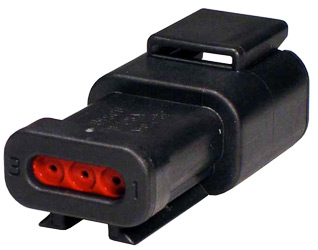
Deutsch DTM

Deutsch DTM Series : Sealed thermoplastic connectors
designed for harsh environments like engine compartments.
Reasonably priced. Available from many sources, they offer
watertight silicone seals that also act as a strain relief.
Available in 2, 3, 4, 6, 8 and 12 pin contacts with size 20
contacts for AWG 16 to 24 gage wire. Either solid pins and
sockets or crimped pins and sockets can be used. Solid pins are
crimped and are easiest to work with. In no case should the pins
and sockets be soldered. Multiple wire size #20 contacts with
7.5A rating.
Pictured above are 2, 3,and 4 pin DTM connectors with the
optional shrink boot adapter (Option E007). There are all sorts
of suffixes for the DTM connectors and whereas you might spec
out a particular option i.e. like the shrink boot...It may not
be available in plug and receptacles. We suggest you check out
this
interactive
product
guide first.
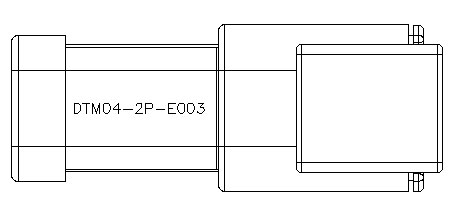
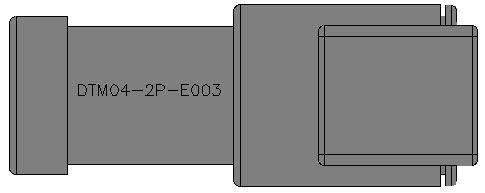
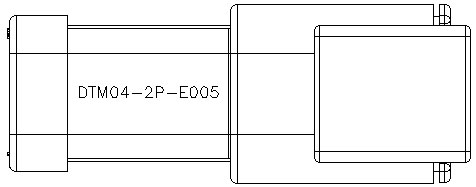
.DXF Files
Deutsch DTM Connectors
For our CAD wiring harness drawings we construct .dxf models of
these Gray Deutsch DTM Connectors on a 1:1 scale. There are
downloadable in Autocad R14 .dxf file formats. In Firefox
Browser Choose "File, Save Page As", and open in your CAD
program. They can be colored as is the gray two pin DTM above.
Alternatively you can import .dxf files into
Microsoft Visio Professional 2013
using
Autodesk
TrueView.
2
pin DTM04-2P-E003
2 socket DTM06-2S-E007
3 pin DTM04-3P-E003
3 socket DTM06-3S-E007
4 pin DTM04-4P-E003
4 socket DTM06-4S-E007
6 pin DTM04-6P-E003
6 socket DTM06-6S-E007
All of the pins and sockets are made from 98% pure copper and
then plated. Standard plating is Nickel. For critical circuits,
pins and sockets are plated with Nickel and then Gold. For
lighting, power and control circuits choose Nickel. For critical
and very low voltage and amperage circuits such as oxygen
sensors that operate at 0-1 volt or 0-5V (wideband) and for data
transmission circuits that operate at 5 volts, choose Gold. Type
K Thermocouple wire should use Chromel or Alumel terminals (see
below) in the DTM two or three wire connectors.
Note: rear silicone seal will seal on smooth insulation from
.053" to .120" O.D. Of importance is the fact they are rated at
100 cycles of engagement and disengagement. These are your
affordable step below the very expensive Deutsch Autosport line.
They will melt if they touch something like an exhaust so be
careful about securing things before you start an engine.
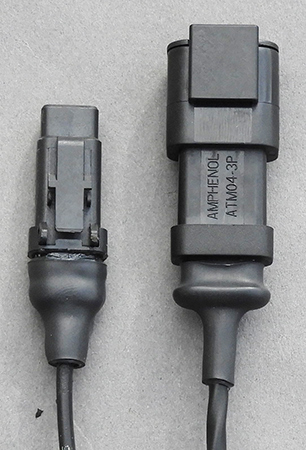
Amphenol-Sine
ATM Connectors: Same as DTM
Motorsport Alumel and Chromel Thermocouple Terminals:
Deutsch DTM
Connectors (#20) an Autosport (#22)
Amphenol-Sine has come out
with a complex array of
ATM
Connectors that are
DTM
compatible size 20 connectors. In some cases they
may provide boot and color options not available in
Deutsch DTM supply chains.
For instance DTM 3 way Black Plug and Receptacles do not
come with Raychem boot lips...ATM connectors do...Pictured
above. ATM06-3S-SR01BK; ATM04-3P-SR01BK. We have a
preference to black instead of the gray for our
motiorcycle harnesses.








Prowireusa
has the specialzed pins and sockets in Chromel (+) and
Alumel (-) in sizes 20 and 22. These are crimped with the
Crimp Tool M225201-01 (DTM) and MS22520/2-01 Crimp Tool
(Autosport) and the appropriate K41(M22520-06) and K42
(M22520-09) positioners,
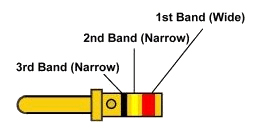
"MS"
Contacts
have a BIN (Basic Identification Number) code
consisting of three color bands around the crimp
barrel. There are 10 colors which designate a number.
The BIN codes are read from the wire barrel end of the
contact towards the mating end. The first band is
wider than the other two to further facilitate
identification. Bin-code can also be stamped on the
contact. Example: Red/Yellow/Black above would
be -240 suffix. Deutsch DTM #20 terminals in Alumel
and Chromel are available. The sequence of the color
bands defines the terminals material and type.
0 = Black
1 =
Brown
2 = Red
3 =
Orange
4 = Yellow
5 = Green
6 = Blue
7 =
Violet
8 = Gray
9 = White
Thermocouples, either EGT probes or Cylinder head
temperature, have to be wired with special
thermocouple wire all the way to the ECU input pins. You
must use Alumel (-) or Chromel (+) wires and terminals
i.e. pins or sockets, or you will have cold-junction errors.
The all-metal Deutsch Autosport Connectors have specialized
size #22 Alumel and Chromel terminals as well as #23 for the
MicroLite Series.
There are also size #20
Chromel
and Alumel Terminals available for the less expensive
DTM series of connectors.
Pectel
SQ6M ECUs
have two dedicated EGT Chromel (+) pins: (TC1 POS [YEL
Wire], TC2 POS [YEL Wire]); and one common EGT Alumel (-)
pin (TC NEG [RED Wire]) in the AS216-35PN connector.
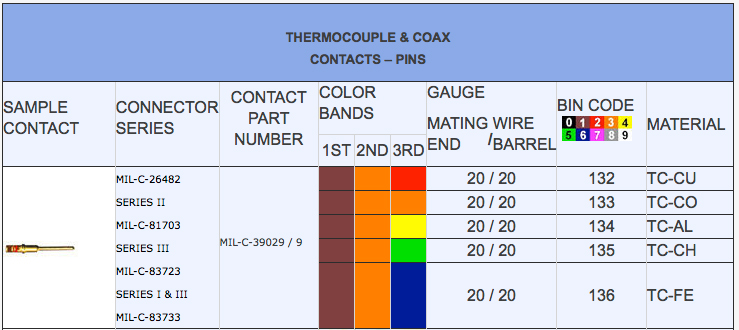
Chromel Pins Size #20: MIL-C-39029/9-135; Brown Orange
Green
Alumel Pins Size #20: MIL-C-39029/9-134; Brown Orange
Yellow
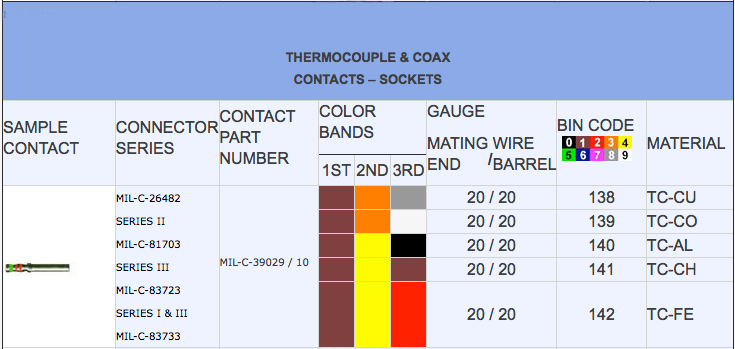
Chromel Sockets Size #20: MIL-C-39029/10-141; Brown
Yellow Brown
Alumel Sockets Size #20: MIL-C-39029/10-140; Brown Yellow
Black
Wiring thermocouples into a motorsport harness is a
bit different than industrial applications as we
typically use a a three position plug / receptacle
connection in a branch off the harness. If the
thermocouple is shielded then one terminal of the three
position connector should connect the shield/drain from
the main harness to the thermocouple. You never ground
the drain wires at the thermocouple but back at the ECU,
typically at the ECU's chassis ground splice.
Pectel SQ6M ECUs have two dedicated Chromel thermocopule
positive pins and a common (spliced) thermocouple Alumel
negative pin. You should always use Alumel and Chromel
thermocouple extension wires in your harness. Stranded
wires offer flexibility and foil sheathing and a drain
wire offer additional protection.
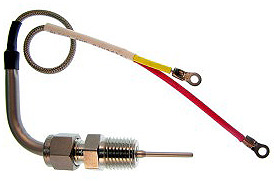
Motorsport Thermocouple Harness
Wiring
Example:
Connectors and wire for EGT Type K
Thermocouples.
Thermocouple ALCOR 86161
90 Deg 1/4" NPT
DTM04-3P-E007 with Raychem Boot
202K111-25-0 (abrade DR-25 and RT125 epoxy)
DTM06-3S-E007 with
Raychem Boot 202K111-25-0 (abrade DR-25 and RT125 epoxy)
Chromel Pins: Prowire
710106
Alumel Pins: Prowire
710104
Chromel Sockets: Prowire
710103
Alumel Sockets: Prowire
717102
Drain Pins: 0460-202-2031
Drain Sockets:
0462-201-2031
(3) Solder Sleeves (drain
wires): Prowire S01-03-R; use 22ga drain wire BLK
CTC-0018-24-9/5-9 (19
strand): Twisted Pair: Green Chromel(+); White
Alumel(-); Jacket White
Strip CTC-0018 with
Ideal
45-402
Ringer Cable Stripper.
DR-25 covering
thermocouple wires and harness wires.
Raychem
19 Strand CTC-018 Motorsport Thermocouple Wire
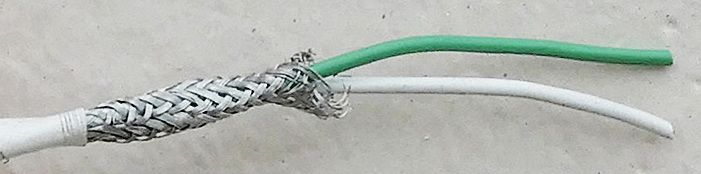 19
strand
CTC-018
19
strand
CTC-018 Raychem Motorsport Alumel Chromel
Type K wire. pictured above. This is the best motorsport
thermocouple wire, but not easily obtained and
expensive. TE Connectivity. About $300.00 for 25 feet of
44 gauge.
We use this wire in 24 gauge. Two Thermocouples: Green
wires (+) to pins 4 and 11, C2 Pectel SQ6M. Parallel
spice White wires (-) to pin 13 C2 SQ6M
CTC-0018-24-9/5-9
CTC-0018-22-9/5-9
CTC-0018-20-9/5-9
More common is 24ga stranded (7x32), typically shielded,
with a integral drain wire. Various sources. About
$300.00 for 25 feet.
If shielded with a drain wire, use 3 position connector
with gold terminals on the drain wire Cover leads with
Raychem DR-25 and heat shrink the 3 position DTM
connectors for strain relief. Typically is type K
Thermocouples.
The fastest acting thermocouples are the grounded type
with thinner probes. Grounded means there is a
continuity between the probe and either of the two
wires. The thinner diameter probes are made of
Hastaloy-X, or similar high temperature alloy. Depth
should be adjustable so the tip of the thermocouple is
centered in the exhaust stream. Place 1/8", 1/4" NPT or
1/4 x 20 welded-on mounting points on the upper
quadrants, not beneath the exhaust port. Expect 1%
accuracy.
In the case of single or multiple thermocouples they
should be equally spaced approximately 2"- 4" from the
exhaust port...The further away, the more of a
temperature drop. They should not be placed in a
collector.
Thermocouples with exposed tips and 1/4" thick,
insulated, probes are not as fast acting and are
susceptable to damage. See below for how thermocouples
actually act.
For testing and calibration purposes we use a
Thermoworks
Microcal 2K that can be set to a particular
temperature C/F to .1 degree F and .3 degree C accuracy.
A handy Deg C to F and Deg F to C
PDF
from Omega.
Thermocouple
Misconceptions
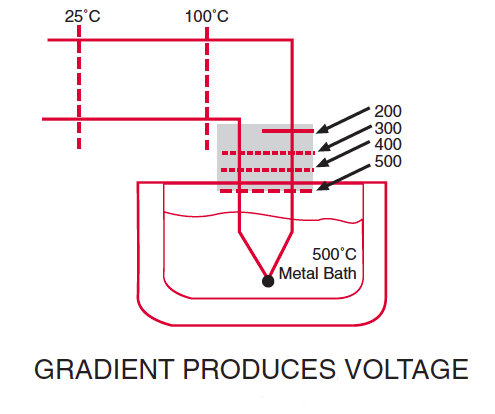
Robert Moffat in his
Gradient Approach to Thermocouple Thermometry
explains that the thermocouple voltage is actually
generated by the section of wire that contains the
temperature gradient, and not necessarily by the
junction.
For example, if we have a thermal probe located in
a molten metal bath, there will be two regions
that are virtually isothermal and one that has a
large gradient. In the figure above, the
thermocouple junction will not produce any part of
the output voltage. The shaded section will be the one
producing virtually the entire thermocouple
output voltage.
If, due to aging or annealing, the output of this
thermocouple was found to be drifting, then
replacing the thermocouple junction alone would
not solve the problem. We would have to replace
the entire shaded section, since it is the source
of the thermocouple voltage.
In short, keep the thermocouple, even fast acting
ones, well into the center of the exhaust stream,
not just the exposed tip. Designs with this probes
and grounded designs are the fastest and most
accurate.
DTM Terminal
Removal
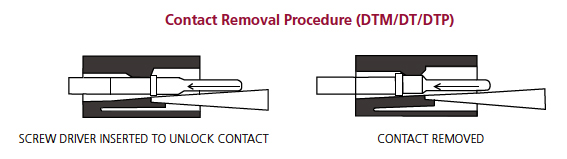
The simplest way to remove DTM
Terminals (Pins, Sockets) is to: (1) pull out the plastic
terminal lock with a small needle nose plier and then, (2)
use a small flat-bladed screwdriver...Typically the one you
have that has a magnet on the other end, and release the tab
lock by pressing down and pull out the wire. Simple.
Detusch DTM Black

Everyone seems to use only the Gray DTM connectors simply
because that's what they see everywhere. The DTM series
actually comes in 11 colors. We use the Black DTM connectors
on our production street harnesses as they blend in with the
DR-25, Raychem Boots, and heat shrink tubing. On motorcycles
Black sort of disappears whereas the Gray stands out. We use
the E005 End Cap option when it's available...like the
"Cat-Spec" DT Series pictured below.
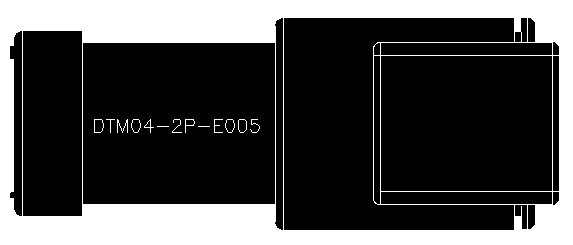
.DXF Files
Deutsch DTM Connectors
For our CAD wiring harness drawings we construct .dxf models
of these Black Deutsch DTM Connectors on a 1:1 scale. There
are downloadable in Autocad R14 .dxf file formats. In
Firefox Browser Choose "File, Save Page As", and open in
your CAD program. They can be colored as is the black two
pin DTM above or the 12 pin DTM connector below.
Alternatively you can import .dxf files into
Microsoft Visio Professional 2013
using
Autodesk
TrueView.
2
pin
DTM04-2P-E005
2
socket DTM06-2S-E005
3
pin
DTM04-3P-E005
3
socket DTM06-3S-E004
4
pin
DTM04-4P-E005
4
socket DTM06-4S-E004
6
pin
DTM04-6P-E005
6
socket DTM06-6S-E005
8
pin
DTM04-8PB
8
socket DTM06-08S-E007
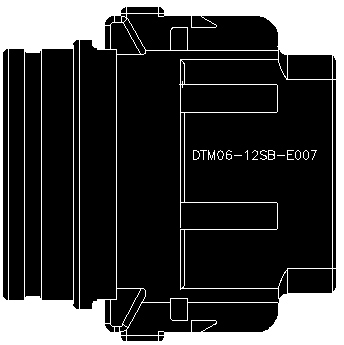
12
pin DTM04-12PB
12
socket DTM06-12SB-E007
"Cat-Spec"
Deutsch DT


Deutsch DT Series have #16 contacts with a 13A rating. Often
called "Cat-spec as they are used by Caterpillar and have
improved seal retention on the plug and a cap on the rear of the
housing to retain the silicone wire seal.
The
Deutsch
DT-RT1 is a removal pick for the Deutsch DT Series only.
The tool has a double ended removal tool. One end has a sturdy
90 degree hook for non-slip wedge lock removal. The other end
has a standard flat head screw driver which can be used as a
straight pick or driver. Tool has a tapered one, four sided
handle.
DT-RT1
application instructions PDF.
Controller Area
Networks (CAN)



Specialized
DTM
Connectors for SAE J1939/15 2-wire CAN systems.
DTM04-2P-P007 Receptacle "Y" Connector above left. Right:
DTM06-2S-EP10 Plug with molded-in 120 Ohm Resistor. The
Valuecan3
is
helpful Diagnosing CAN issues.
CAN-BUS
Joysticks

Grayhill’s Series 3J Vehicle Display Controller (VDC) is
an operator interface device for on-board software. The
VDC features an optical rotary encoder for scrolling
through menu options and a center pushbutton for
selecting options. Five “hot key” pushbuttons are placed
around the center shaft to quickly pull up the most
common functions.
Legends on the hot keys can be chosen from a library of
ISO standard legends or customized with new symbols. An
optional 8-way joystick provides cursor control for
navigating on-screen. CANopen and J1939 protocols are
available as standard options.
Download
VDC Brochure on these.
Sureseal

Sureseal:
Interesting rubber push to connect seals. Like any specific
connector they require specific and expensive tooling. These
connectors are rated at 50 cycles of engagement and
disengagement. We have used them in the past but prefer
DT/DTM/D369 and Autosport connectors.
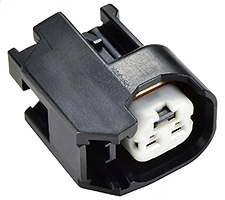
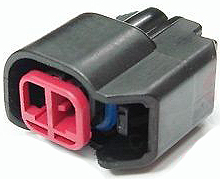
Weatherpack

Weatherpack: Ubiquitous automotive silicone sealed thermoplastic
connectors designed for harsh automotive environments. These
connectors are validated to perform to specification for 10
cycles of engagement and disengagement, but up to 50 cycles
probably will not see any signal degradation.
In short they are excellent for oem use but a bit wanting in a
motorsports environment where >10 engagement/disengagement
cycles are normal. For over 25 years we used all the one to six
pin variants with GXL and TXL wire and they were reliable but
not motorsport grade.
Weatherpack GM MAP Sensors can be further sealed with a [
HellermannTyton
(page 63)]
shrink
boot available from ProwireUSA.
GM 2 and 3 Bar Connector 12015384 Black; GM 1 Bar Connector
12020403 Green.
Although the Weatherpack
connector is "sealed" by the cavity seals it is a good idea to
provide additional strain relief. Alternatively seal the ends
of the DR-25 with 1.2" of ES2000-1.
If you use GM 1, 2, or 3 Bar Map Sensors and other Weatherpack
connectors with the thinner 22759/16 or /32 wire use the correct
cavity seals.
24-20
AWG Seals - OE # 12089679 / 15324985 Purple
22-20 AWG Seals - OE #
12015899 / 15324983 Red
20-18 AWG Seals - OE #
12015323 / 15324982 Green
16-14 AWG Seals - OE #
12010293 / 15324980 Gray
12-10 AWG Seals - OE #
12015193 / 15324981 Blue
Cavity Plug - OE #
12010300 Green
Terminals:
22-20 Pin 12080302-L; Socket 12020801-L
20-18 Pin 12089040-L; Socket 12089188-L
Before you automatically use the three pin GM MAP Sensors you
should consider engineering your project for BOSCH T-MAP sensors
that have four contacts and combine temperature and manifold
pressure in one sensor.
You can kiss some pneumatic tubing and tees good-bye. A
better way to fly. Cut your sensor count in half and get rid of
some problematic vacuum / boost tubing and clamps.
1 Bar: 0261 230 030; 0 261 230 333
2.5 Bar: 0261 230 266; 0281 002 514; 0 261 230 042
3 Bar: 0281 002 437; 0281 002 845; 0 261
230 280
3.5 Bar: 0 261 002 456
4 Bar: 0 281 002 576
For 22ga 22759/32-22 wire:
Connector BOSCH 1928403736; BDK Terminal 1 928 498 056 (20 AWG);
Seal BLUE 1928300599 (.35-1.0mm2)
Sensor
Resistance Data: Polynomial Fit to 0-5V Data Entry
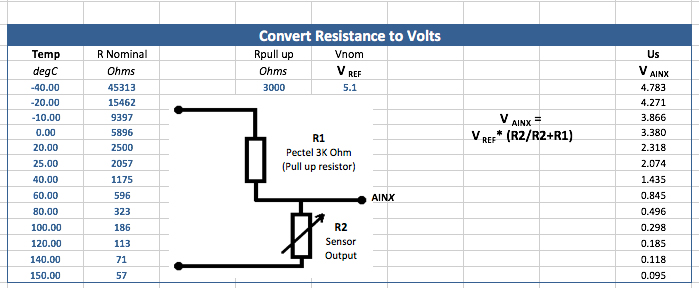
Sensor Data is often given in
resistance v. temperature. This does not correspond exactly
to equal divisions of 0-5VDc.
Use
this calculator (Cosworth Excel Spreadsheet) when
using 3K pullup resistor for temperature calibration.
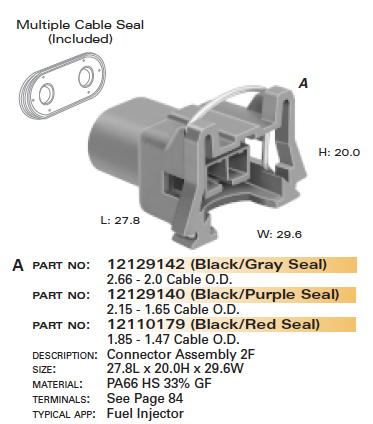
Injectors and EV6/14 Connectors
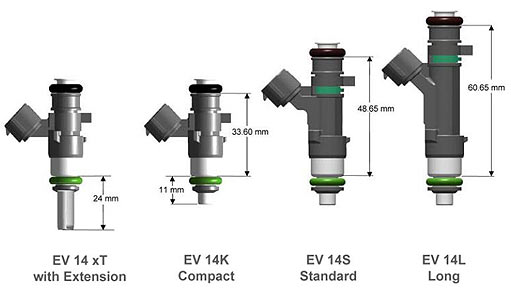

The trend in injectors is to use the
Bosch EV14
injectors which are high impedance, typically 12 Ohms,
instead of the older style Low Impedance (2-3 Ohms) as the
EV14's are very fast opening and very accurate. Most typically
use USCAR EV6 Type B Red style injector connectors (Green Cavity
Seal 22ga). The exception to this are the ID2000 Injectors which
use a
Sumitomo
6189-039
Injector Connector (Black Cavity Seal 22ga).
People tend to yank on the injector wires which are typically 22
ga. We use 20AWG. Make sure you have the proper crimping tool.
Do not solder the wires...ever. Crimp 20-22 gauge with the
Delphi GT150 Connector crimping tool
(15359996),
after removing the spring loaded plastic GT150 terminal stop,
using the 22-20 position. If you are using 20 gauge wires you
can use the general purpose
Delphi
12014254
Crimping Tool.
Prowireusa Bosch
EV6/14 USCAR Injector Connectors and Seals (Aptiv was
Delphi)

These days there is a lot of BS floating around about injector
matching etc...Take our advice and use
Injector Dynamics Injectors
as they work directly with Bosch Motorsport. Check out the
lengths they go to in
this video.
We use their 750cc, 850cc, 1000cc, 1050cc, 1300cc, 1700cc and
2000cc injectors. Pictured above are the new ID1700X injectors
developed in conjunction with Bosch Motorsport. Tony Palo drives
a 2400hp GTR so he's crazy like the rest us...only he has more
horsepower.
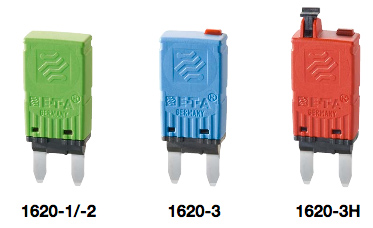
Circuit Breakers not Fuses
Passenger cars use fuses everywhere whereas, in motorsports,
re-settable aviation-style circuit breakers are preferred.
Circuit breakers have the advantage of being re-settable which
allows you to perhaps just "push it in" and get going until you
diagnose the problem. You also don't need to replace a fuse.
Harley uses truck style thermal breakers...your bike would sign
off due to some short and a few minutes later it would run
again...but you didn't melt your wires.
Tyco W23, ETA 483, and Klixon 2TC14 series push to set circuit
breakers are a standard aviation item and are available in many
amperages. They "pop up" when they trip and you push them down
to reset them. If you are using the popular sealed WeatherPack
silicone sealed fuse holders you can use Bussmann 227 series
circuit breakers that are a drop in replacement, albeit pricey,
for the cheaper one time fuses.
Klixon 2TC14-X (green breaker) are available from ProwireUSA
in varying amperages from 1A to 25A for about $20.00. Higher end
ETA 483 series are about four times more expensive.
Breakers like the Tyco W23 are usually installed in
panels that a race car driver can reach and reset. "Reach and
reset" doesn't work on motorcycles.
Space is also a premium on motorcycles and there is the issue of
being exposed to the elements like pressure washers. If you go
to the Bonneville Salt Flats like we do then corrosion is a
major issue. A second issue for our applications is high
vibration and the three threaded points...possible issues with
that.
Cooper Bussman
227 Low Profile ATC Blade Type Manual Reset Circuit
Breakers pictured above. There are nornally installed in a fuse
box in place of the standard ATC duses. These are too tall to
fit in Delphi Metri-Pack Sealed Fuse Holders (12033731 Cap
Cover and 12033769 Female Connector).
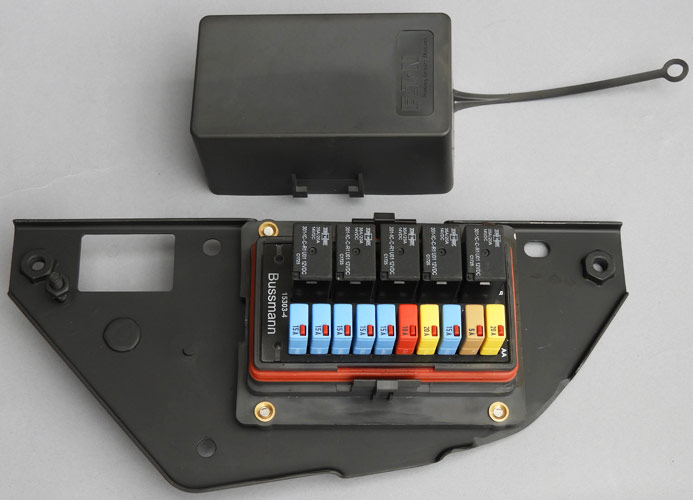
Waterproof
Fuse/Circuit Breaker and Micro Relay Enclosures

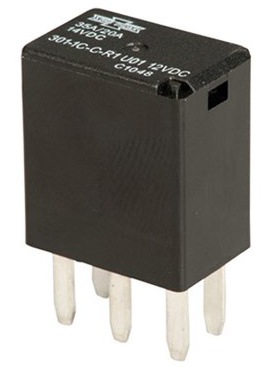
For motorsport wiring the
Bussmann enclosures present a simple, compact, solution in a
waterproof, sealed enclosure.
Sealed
Busmann Enclosures can house a various combination
of 280 series (.320" c-c) Mini Fuses,
280
series mini circuit breakers and
ISO 280
Micro Relays. There are a variety of these
bussed and non-bussed, so be careful when you order them. IP
66 weather tight sealed. Cheap and compact for $20.00...or
use $2000.00 and up programmable PDMs. Mini 280 series (SAE
J553) Circuit Breakers can be either auto-reset or manual
reset (2 versions).
These use Delphi Metri-Pack 280 Series (sealed-tangless)
connections on the back side:
Metri-Pack 280 silicone cable seals : 15324985 (purple
20-22ga); 15324982 (green 18-16ga GPT; 20-18 SXL); 15324980
(gray 14ga GPT; 16ga SXL);
Cavity Seal Green 12010300;
Terminals: 12084201-L (22-20ga); 12110847 (18-16ga);
12129409 (16-14ga).
All parts are available from
Waytek
Please note that the mounting screws go in from the fuse
side as the inserts are split, self-clinching, and the
I.D. is smaller on the "back" side. Part designations
are (3) 10-32 or (4) 5mm. Normally these enclosures are
inserted through a panel hole with the screws going
through the panel and into the fuse side. Typically,
with 10-32 threads, we use 18-8 Stainless Steel Pan Head
Phillips Screws 10-32 x 1/2" with 16ga thick
panels.
Should you have a space premium on the "back side" where
you wish to mount the Bussmann enclosure on top of a
panel cut-out (wires), and put the screws in from the
back side, then you can run the appropriate tap (10-32
or 5mm x .8) through the top of the insert so the screw
will easily thread into the back side. We use 18-8
Stainless Steel Phillips Screws 10-32 x 1/2" with #10
18-8 Stainless Steel Split Lock Washers on a 16ga panel.
In the picture above the Bussmann enclosure is installed
on a Harley-Davidson FXR (the side cover needed to be
spaced out). Lots going on in small space as space is at
a premium with about 80 outboard connections.
Pectel SQ6M controller for
a turbocharged application. 18-8 Stainless Steel
Phillips Screws 10-32 x 1/2" with #10 18-8 Stainless
Steel Split Lock Washers coming in from the back side.
Panel Mount Circuit Breakers

High Amp Series 17 Waterproof Panel Manual Reset Circuit
Breakers from Mechanical Products are available from
Waytek
Inc.
Amperage Ratings from 25 to 300 Amps
Trip-free operation
Industry standard terminations available in panel and
surface mount
New "Easy Access" Panel Mount and "Side by Side" Surface
Mount configurations available
Surface Mount available with 1/4" and New 3/8" stainless
steel terminal studs and sems nuts
Panel Mount available with 1/4" brass, nickel plated
terminal studs and stainless steel sems nuts
Auto, manual, or manual push-to-trip options
Dustproof and waterproof
Visible trip indication
Ignition Protected
Sealing Backs of Circuit Breakers
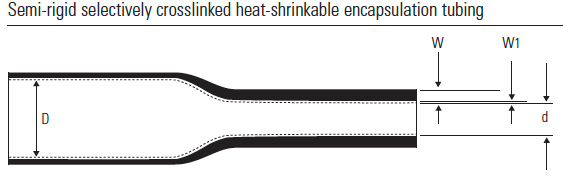
Raychem SCL heat shrink can be used to seal circuit breakers and
other types of switches from the environment. Much niftier than
trying to heat shrink a couple of screw terminals. It is a
dual-wall adhesive lined shrink tube with a 2.5:1 shrink ratio.
A greater shrink ratio (4:1) can be accomplished by using
Raychem ES2000, or
DSG-Canusa CDR adhesive-lined semi-rigid shrink tubing. Raychem
ES2000 is available in small quantities (4' sticks) from various
electronic suppliers like Mouser.
Sealed K4 Toggle
Switches

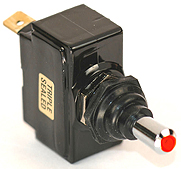
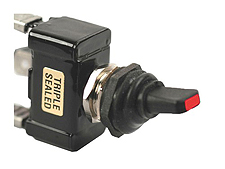
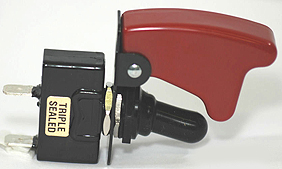
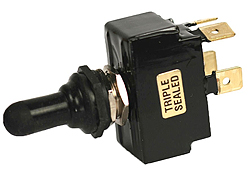
K4 Triple Sealed Switches are used in off road racing and other
motorsports where moisture and dust are your enemy.
Complete
K4 Catalog. Available from
ProwireUSA.
Sealed Toggle
Switches with Leads

Instead of having to deal with exposed blade contacts
or tiny brass screws with eylets, get a sealed toggle switch
with lead wires and install a Deutsch DTM Connector.
Grote
82-2111
SPST Toggle pictured above left. Switch is completely
sealed in epoxy. Silver contacts for long life. Waterproof
and Dustproof to IP68 standard.
Similar switches, above right, are also available from
Littelfuse.
Several less things to worry about...no loosening of screws
or issues of sealing blade contacts from corrosion. Here the
Grote 82-2111 with a DTM connector, Raychem DR-25, RT125
sealing and ATUM 16/4. Alternatively you can hardwire the
switch with two step-down butt connectors (offset them) and
seal the connections with 1.2" ES2000-1 and cover with 1/4"
DR-25 sealing both ends of the DR-25.
Otto P7
Waterproof Pushbuttons From Prowire

As we all know being waterproof
is better than not. SPDT Momentary.
Otto P9 Pushbuttons..Momentary or Latched...Plastic From Prowire

OTTO P9 pushbutton switches. They come in different
color buttons with buttons raised or flush and a myriad of
options, but you really need to label them where they are
installed. These have a 6 to 7 digit ordering number after
the "P9" so be careful when you order them. These are
plastic construction. 15/32 thread. IP 64 rated.
Prowire Otto
P7/P9 Switch Boot Adapter


Prowire-designed
Billet
Switch Boot Adapter allows for the fitting of a
Raychem
222D91-25-0 Boot to the back of an OTTO P7 or P9
switch. This adapter will also work with other switches
that use a 15/32" mounting thread. Furthermore, the
Prowire switch boot adapter includes an integrated
washer, so you will not mar the finish on your steering
wheel or instrument panel.
You solder the wires and form a service loop for strain
relief ...Then using Resintech RT125 to seal the boot.
Lead wires with 1/8" DR-25 should be abraded for maximum
RT125 adhesion. Do it right for reliability.
Grayhill 30
Series Pushbuttons...Momentary..Machined Aluminum



Grayhill
30 Series Momentary Pushbuttons. These are
machined aluminum with a Black Chrome finish. 1/2-32
thread. We use these for Cosworth ICD page, mode, and
trip reset buttons. IP67 rated. Threads on these are
shorter that the Otto P9 pushbuttons.
We also machined three stainless backshells to use a
Raychem Boot (222D921-25-0) and seal the assembly with
RT125 epoxy. We welded them to a bracket and epoxy
coated them. Handlebar mounted. Vibration proof.
K4 Battery
Disconnect Switch
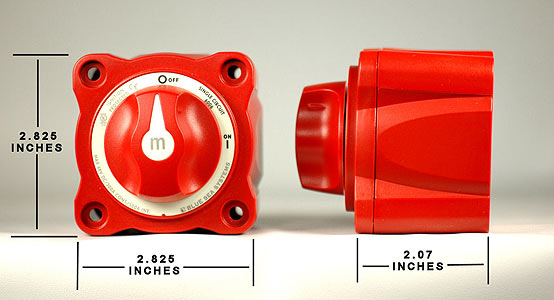
K4
Battery
Disconnect Switch. If you run expensive Lithium Racing
batteries you need to remove any parasitic draw to prevent the
battery voltage from dropping when the vehicle sits for awhile.
If the voltage drops too low due to long term milliamp draws it
can permanently kill the battery unless the battery has
circuitry to protect itself. The switch also serves as a safety
kill switch where regulations require and manual disconnect.
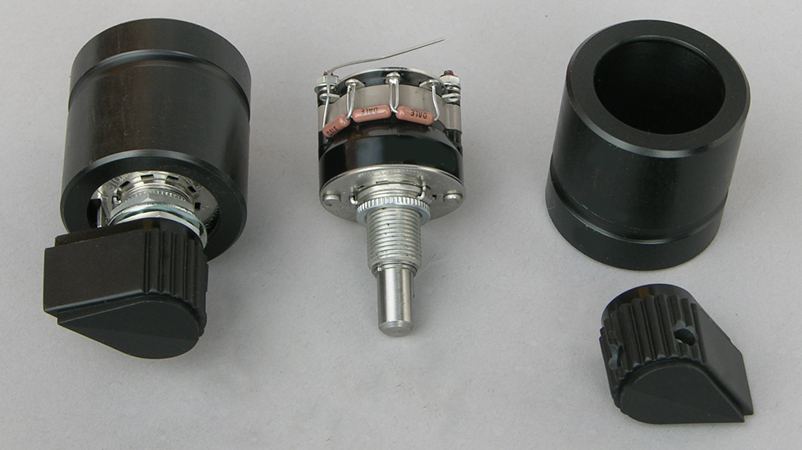
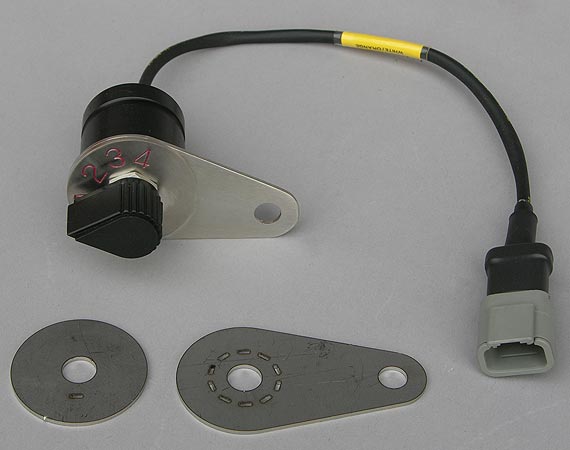
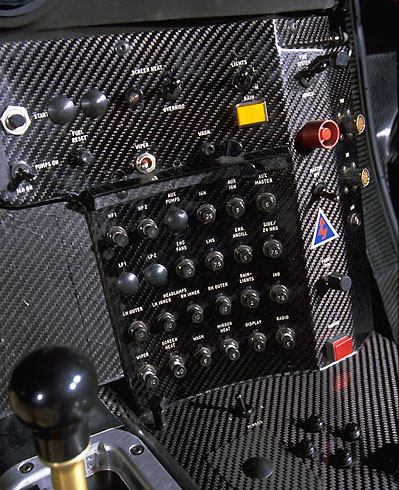
Rotary Map
Selection Switches

Rotary position switches are a fact of life in Formula 1...Fuel,
suspension, traction control, braking bias and whatever the
rules allow these days with the spec ecus from McLaren
Electronics are all switchable on the carbon fiber steering
wheel.
We make up our own Rotary Map Switches that have to survive on a
Harley-Davidson. We set these up for four map positions.
Traction control maps, fuel and spark maps...all changeable on
the fly. Four position switch pictured uses three resistors to
set voltages from 5 VDC to 0 VDC in equal steps.
Here is the final assembled switch with the laser cut stainless
steel mounting bracket and faceplate. Laser cut slots allow the
faceplate and the mounting bracket to index to each other. We
stamp the switch positions into the faceplate. The entire
assembly is sealed for reliability. We label the color of the
signal wire so it can marry up with the appropriate DTM
connector on the wiring harness.
We machine the switch enclosure from Delrin plastic and
encapsulate the rotary switch in epoxy to waterproof it and use
DR-25 heat shrink and formed boots to protect the wiring and
install a three position Deutsch DTM connector. 5 VDc, Analog
Ground and Signal wires (color coded). We pot the Delrin
enclosure / switch with Resintech RT125 on both ends. It takes a
few days to cure.
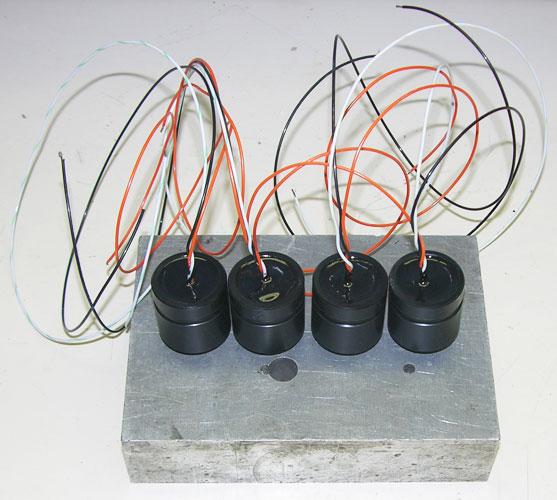
Eight Position Traction Control Rotary Switch. Seven resistors
set voltages from 0 VDC to 5 VDC in equal steps. Pectel SQ6M
controllers have 7 traction control settings. Position #1 will
be traction control “Off".
Stripping & Crimping


Ideal Ergo Elite, pictured on the left, is an excellent wire
stripper...Be sure you order the model 55-1987 for MIL-W-22759
wire plus the LB-1904 Clear Plastic Wire Stop. About $250.00.
The clear plastic Wire stop cuts accurately but can trap the
insulation between the stop and the blades. Often we leave the
stop off.
The Ideal 45-177 Stripmaster Lite (16-26 AWG, Type E Teflon), on
the right, is also an excellent choice. Keep the screws in the
jaw tightened as they tend to loosen with use. You should also
order the L5720 Wire Stop Assembly. About $150.00
We suggest you get the Ideal Ergo Elite for the most precise
work.
Wire Stripping
Thermal...Not


The claim is that thermal wire strippers do not nick or cut or
scrape the wiring. There are several manufacturers like Teledyne
and Hakko. The Teledyne Strippal® Plus pictured to the left
above is a self-contained hand-held stripper that either comes
with a fixed or variable temperature control. The insulation
melts and is stripped cleanly and quickly, readying the wire for
crimping or soldering. To the right is the Hakko FT-801 thermal
wire stripper.
We don't like getting burned by hot objects. We tried thermal
strippers 30 ago but it was back to mechanical and automatic
blade strippers.
Best to skip these and use precision blade manual or production
automatic strippers.
Ideal 950
Stripmaster

This is the pricey pneumatic stripper we use at RB Racing. It
simplifies doing production work and the stripped insulation
collects in the tray. Of course we still use hand strippers
because the 950 is best used as a stationary unit, not suited
for lugging around the shop doing prototypes in place. It's
small but pneumaticall powere so it is best used as a Bench
item.
Schleuniger
UniStrip 2300

If you are doing production work and don't want to spend the day
squeezing manual crimpers then you need spend about 25 times
more money for an electric stripper like this one.
Video of it
in action.
Used by many wiring professionals.
Daniels crimping tools are the defacto standard for motorsports
connector pins and sockets. We also use specialized tools to
crimp Weatherpack connectors and Deutsch connectors.
Daniels AFM8
Turrets


M22520/2-07 Autosport 22 gauge sockets
M22520/2-09 Autosport 22 gauge pins
M22520/2-10 Autosport 20 gauge sockets
M225034 Autosport micro sockets
M225035 Autosport micro pins
M22520/2-02 Turret for DTM and Mil Spec
Pneumatic
Daniels WA22 Crimper

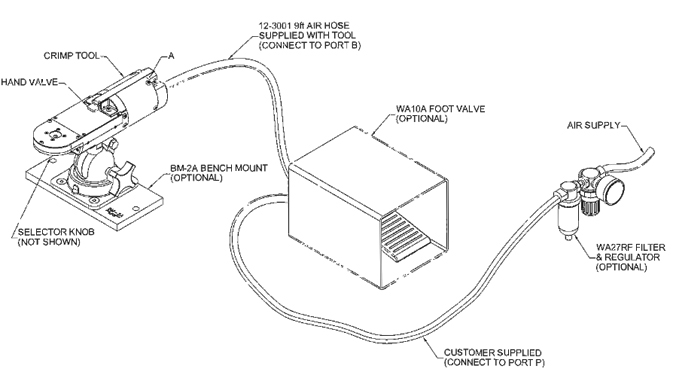
In addition to hand crimpers we use a Daniels WA22 pneumatic
crimper for consistency and to save time. Mounted on a BM-2A
Bench Mount and controlled by a WA10A foot pedal. Makes a
nice whooshing sound.
This is a selection of the crimping tools that we use to make
our motorcycle harnesses. Daniels, Delphi, AMP, Rennsteig, and
Deutsch crimpers. We don't do custom wiring harnesses except for
our own products and racing.
Ring Terminals Nickel Plated
Steel
This is a ProWire 22-16 x 1/4"
High
Temperature nickel-plated steel ring terminal with a
22759/32-14 AWG wire crimped...It passed the Dinosaur
IrwinVise-Grip and bench vise tug of war contest. These are
butted, and not brazed, so we "F-crimp" with the crimp on the
butted seam. In our documentation we specify the ratcheting
crimp tool used for this operation.
These are steel, not the VersaKrimp closed-brazed Molex
tin plated copper variety, so they require more force to
securely crimp. Being Steel and nickel-plated they are very
tough, resist damage from lock washers and high heat. The most
durable.
Nickel provides the conductivity. Steel itself is only 3-15%
conductive as copper.
In the grand scheme of things conductivity: Ranking best #1
1. Silver
2. Copper
3. Tin (corrosion protection, solderable)
4. Nickel (corrosion protection..not for soldering)
Ring Terminals Brazed Barrel
Copper Tin Plated
Molex
Versakrimp are far easier to crimp.
Examples:
19044-0075 22-18AWG 1/4" stud: Typical grounds
19044-0158 16-14AWG 1/4" stud: Bosch Fuel Pump +
19044-0072 22-18AWG #10 stud: Bosch Fuel Pump -
Use ratcheting crimper like Rennsteig PEW-9 (22-10AWG); Double
Action Tool 49935.
Shrink 1/2" long Raychem 1/8" SCL or Sumitomo W5DL for strain
relief. .
Ring Terminals (Tin
Plated Copper Tube w/ Inspection Hole)

A tougher, thicker flange version made from copper
tubing. Cembre: Available from
Race-Spec
in multiple sizes.
Also available from
Burndy
in a smaller selection. Example:
YAV14T2BOX 1/4" Hole 20-14AWG
YAV14T1BOX 6-8 stud 22-18AWG
YAV1418BOX 8-10 stud 22-18AWG
Ratcheting
Crimper Rennsteig PEW-9

There are different types of crimps used for different purposes
i.e. insulated or non-insulated connectors. The
Rennsteig PEW-9
shown
here
with a hexagonal crimp die for non-insulated splice connectors.
These are moderately expensive, around $120.00. No
interchangeable dies as it is calibrated at the factory. The
hexagonal crimp is a superior crimping method for splice
connectors. For single splices 22/20/18/16/14 ga and for
multiple of smaller wires.
We use this crimper where the final crimp does not under or
over-crimp the splice. We also use AMP crimpers for splices,
typically the AWG 22-10 Double Action Tool 49935.
Rennsteig
MultiCrimp Ratcheting Crimper
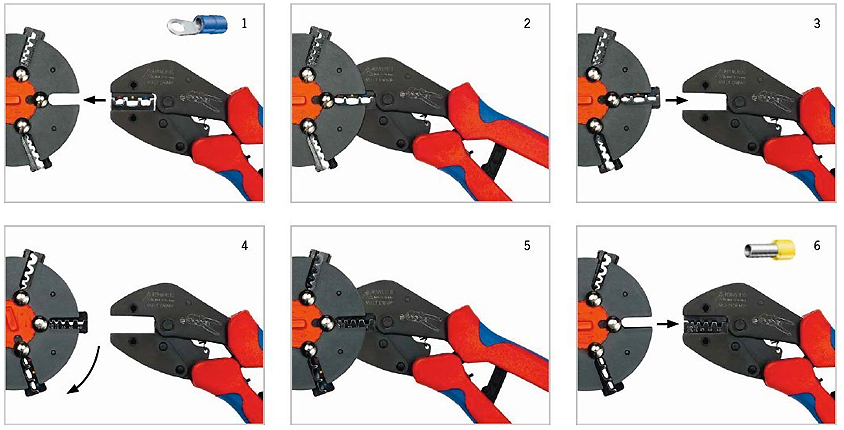
Rennsteig also has a MultiCrimp tool with interchangeable dies.
About $250.00. Fives dies are available. It normally ships with
with:
- 1x (P/N 629 050 3 0 1) Die Set for Non-Insulated Plug
Connectors (0.5 - 6.0 mm² | 20 - 10 AWG)
- 1x (P/N 629 060 3 0 1) Die Set for Insulated Terminals (0.5 -
6.0 mm² | 20 - 10 AWG)
- 1x (P/N 629 090 3 0 1) Die Set for End-Sleeves/Ferrules with
and without Collar (0.25 - 6.0 | 24 - 10 AWG)
- 1x Tool magazine for up to 5 Die Sets
Less expensive ratcheting crimpers are available from Del City.
Some aerospace items can be up in the thousands of dollars.
A good guide to crimping is in the
Molex Industrial
Crimp Handbook. Page 18 of the Molex PDF describes the
types of crimp dies.
These are the best battery cables for your racing application.
Don't go looking for welding cables, get the correct motorsport
ones. ProwireUSA also has the
correct
lugs. In order to crimp the lugs you can spend anywhere
from $35.00 to $3,000.00 for specialized hexagonal crimp tools.
If you are only going to do this occasionally a cheap Hydraulic
Crimper (read China) with insertable hex dies can be had for
under $40.00. Pictured is an 8 ton crimper with 4, 6, 10, 16,
25, 35, 50, and 70mm die sets. Definitely not Aircraft Milspec
but cheap.
Metric to AWG Conversions: 10mm (6AWG); 16mm (4AWG); 25mm
(3AWG); 35mm (2AWG); 50mm (0AWG); 70mm (2/0AWG).
Crimp Guidelines
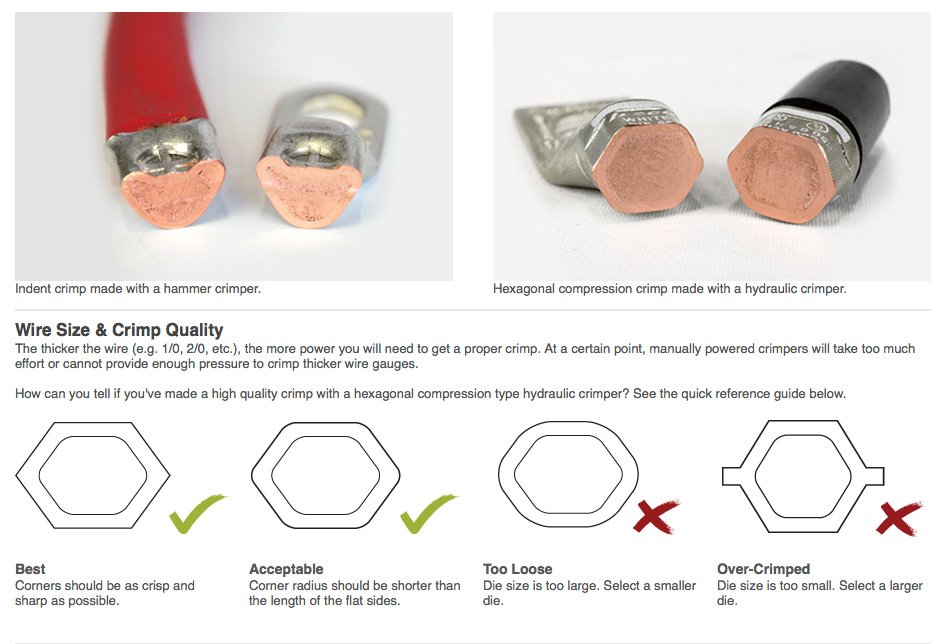 Battery and Starter Lugs and Boots
Battery and Starter Lugs and Boots




Wire to Wire Splices


Planning for splices in your
wiring harness represents the most complex and critical part
of the design process. Careful planning can reduce
complexity and increase reliabilty. You need to plan all
your spices first as the ecu pin direct to input circuits
are easily defined. We typically have about ten or more
defined splices for the various circuits. We construct these
first with splice points typically within the Raychem boots
where wires branch out.
Parallel Splices
Stub (Parallel) Splices can be grouped in your ecu connector
boots so individual runs can be run for circuits like 5V
sensors. Here we have ten Orange / Black 22ga wires.
Step Down butt connectors can also be used but these take up
more space so we primarily use Versakrimp
Stub
(Parallel) splices pictured above.
ECU's like the Pectel SQ6M have two separate 5V and two
separate 12V programmable output channels. These, in turn,
can be grouped into parallel stub splices within a harness
boots and the individual 5V and 12V outputs can be sent
downstream. Splice planning is something that must be done
at the start of the design process
In general we do not use Butt Connectors as we prefer the
conductor to conductor crimp in the shorter Molex Versakrimp
parallel splices which can offer better strain relief depending
on how they are sealed with Raychem SCL / ES Caps / PD Caps.
Calculator:
Number of Wires in
a Molex Parallel Splice
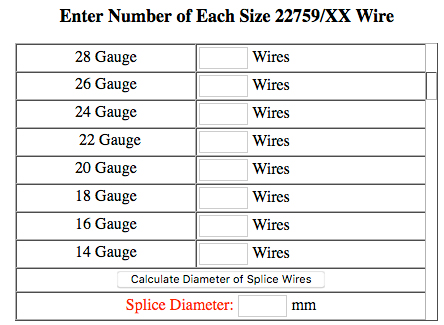

We use AMP 49935, AMP 69363 and
Rennsteig Hex crimp tools for Prowireusa Molex Parallel
Splices. These are usually sealed and pinched off
(open end) with a short section of Raychem SCL heat shrink
tube. The SCL is very stiff and provides strain relief. The
SCL adhesive is black...nice aesthetically.
Below is a visual example of the diameters and number of
wires that can be placed in these connectors for your
planning purposes.
When creating splices these parallel splices are the smallest
package in your harness i.e the smallest wire to wire crimp,
often within a connector boot. Seal with the appropriate size
Raychem SCL.
Splice Testing
Here we have two multi-wire splices via step-down un-insulated
butt connectors: (below) five 22 gauge 22759/16 black wires
going into one black 22 gauge wire; and (above) four 18 gauge
22759/16 red wires going into one 16 gauge 22759/16 wire. The
connections are glue shrunk. In the case of multi-wire butt
splice connections we use 1/8" adhesive lined shrink tube
on the single wire and a larger size (3/16" or 1/4") over the
entire splice.
We make sample splices, in this case stripping the wires and
crimping them in the butt or parallel splice connectors. Do not
twist or solder the multiple wires together. All connections
must be adhesive sealed, typically with 3/16" or 1/4" Raychem
SCL (.750" to 1" on Parallel Splices and 1.5"on Butt Splices).
Make assembly notes as to the crimp tool / position to use to
avoid assembly errors.
For a comprehensive guide to Un-Insulated butt connectors see
the TE Connectivity/AMP
Solistrand
Un-Insulated
Terminals and Splices PDF.
These go down to 26AWG-20AWG (#321198) pictured above. For these
we use AMP Crimp Tool 69363 26-24 22-20.
For AWG 22-10 we use AMP Crimp Tool 49935.
We don't have pull testing equipment so we simply take the test
pieces and yank on the wires as hard as we can. Be careful to
insure all wires are fully seated into the butt connector.
Refine your crimper choice and crimp techniques until you can be
assured your splices will not come apart. Not sophisticated but
it works.
FYI: NASA-STD 8739.4: Minimum Tensile Strengths: 22ga 13
lb; 20ga 21 lb; 18 ga 32 lb; 16 ga 41 lb.
SAE AS7928: Minimum
Tensile Strengths: 22ga 15 lb; 20 ga 19 lb; 18 ga 38 lb; 16ga 50
lb.
Solistrand
(Parallel) Splices in Boot
When you are terminating multiple wires in a splice in your
harness, and not a wire-to-wire butt splice, Solistrand Stub
(Parallel) Splices are called for. Use a Rennsteig
Hexagonal crimp tool or an AMP Crimping Tool and then seal the
parallel splice with SCL or a Raychem ES Cap.
In the above illustration we show a Stub (Parallel) Splice
application... Here we have a 5V 50mA output from the #2
Autosport Connector on a Pectel SQ6M sending out 5V sensor power
to three destinations. AS6-16-35SN connector with a Raychem
222K152-25-0 boot. The SQ6M has four programmable sensor supply
outputs: Two @ 5V 50mA and two @ 12V 1A. Using parallel
stub splices simplifies having many butt connector splices
downstream.
Lots of planning is required for concentric twisting of your
harness. Placing the parallel stub splice in the connector boot
cleans up things.
Raychem ES Caps
for Parallel Stub Splicing

Alternatively you can use 1.2" of Raychem SCL Encapsulating
Tubing, typically
SCL-3/16-0
or
SCL-1/4-0.
Clear View Step-Down Butt Splices
Waytek
carries NSPA Step-Down Clear Shrink Butt Connectors. Easy to
see if wires are fully seated for crimping. Inline install as
opposed to parallel splices
Wire to Wire Solder Splices
Joining wires without crimping in a sealed manner requires the
use of specialized solder sleeves that both solder the wires
together and adhesive seal them at the same time. Pricey devils.
Figure upwards of $3.00+ each. Pictured is Raychem / Tyco
D-1744
Series Soldersleeve Wire Splice. Designed to provide an
environment resistant in-line splice in wires having tin
(22759/16 or 22759/32) or silver-plated conductors (22759/44)
and insulation rated for at least 125C. Example pricing via
DigiKey.
Deutsch Jiffy
Single Wire Splices


When you want to do a sealed splice on an exposed single wire,
that you may wish to take apart, these
Deutsch
Jiffy Splices will do the trick. These are for larger
gauge wires.
Pin and Socket
Retention Testing


Daniels makes a
relatively
inexpensive tool to test retention of pins and
sockets...Simply push until flush and the socket/pin is tested
to about 30% of it's yield i.e. if it is actually seated.
If you are a big buck operation and you need to test your crimp
connection strengths you buy one of these from Alphatron
DR-25
Heat
Shrink and Molded Parts
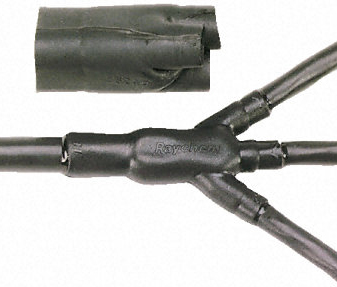

DR-25 heat shrink and transitions are joined with Raychem or
Hellerman molded parts, To seal the ends of the transitions or
boots there are two options: Use adhesive lined boots
(expensive) or use syringe-applied Resintech RT125 black epoxy
on the connector or the DR-25 wire cover. The shrink ratio is
2-1. This environmentally seals the wires and connectors and
provides a protective layer against abrasion.
Raychem
DR25 is simply the best wire covering. The suffix
determines the color of the printing on the tubing
DR-25-1/8-0
is
Yellow; while
DR-25-1/8-UK
is
White lettering. Color of the lettering is simply customer
preference as the DR25 is exactly the same. We use DR-25 in the
standard thickness with the yellow print as it seems a bit
sexier and is visually diffrent than other suppliers being
instantly recognizeable as genuine Raychem. The special
lightweight motorsport version with white lettering
DR-25-TW saves
weight.
DR-25 Longitudinal
Shrinkage:
When heated, heat shrinkable tubing will shrink not only in
diameter but to a lesser extent in length as well. The amount of
length reduction ("longitudinal shrinkage") encountered is
dependent upon the amount of reduction in diameter ("diametric
shrinkage") that is allowed to occur in an application. The less
shrinkage required on the harness the less the length reduction.
Longitudinal shrinkage should be taken into account in any heat
shrinkable tubing application, but in most situations the
reduction in length is less than 10% of the original
length..typically a minimal 5%.
In applications using longer lengths of heat shrinkable tubing
in which longitudinal shrinkage is undesirable, it is possible
to essentially eliminate longitudinal shrinkage by first
applying heat to both ends of the tubing to shrink it to the
substrate and secure it in place before completing the shrinking
process along the remaining mid-section of the tubing.
In short, fudge for additional length.
Motorsport
Raychem HFT5000 and DR-25-TW

The special lightweight
motorsport DR-25-TW should be covered with
Raychem
HFT5000 in areas where abrasion can be an issue. For
harness planning purposes you might use the standard
thickness DR-25 in other harness runs and the thin wall plus
the HFT in other areas...for example, in vehicle cabins, or
under the gas tank on a motorcycle. Vibration and contact
with various surfaces can cause failures, most likely where
you did not suspect them.
You will normally tuck either end of the shrunk HFT5000 and
DR-25 under your harness boots to prevent fraying and then
seal with Resintech RT125.
The DR-25-TW provides the fluid /immersion sealing and the
flexible HFT5000 the abrasion resistance. DR-25-TW is
usually specified for race-spec applications where every
ounce matters...at least to the engineers.
The picture above shows HFT5000 can also be used to cover
hoses for added protection.
Raychem HFT5000 is available from ProWire USA.
High Temp PTFE/FEP
Adhesive
Lined Shrink Tube 450F/232C
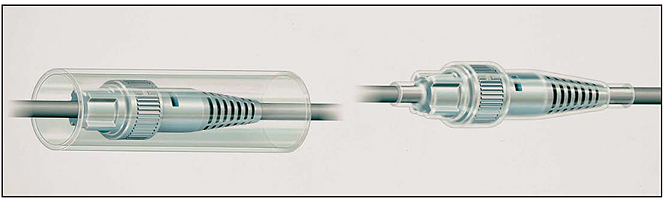
ZEUS
Dual-Shrink® tubing (Page 33 PDF) of fluoropolymer
PTFE/FEP is constructed with an exterior of heat shrink PTFE
and an inner layer of FEP. It is easy to apply, and is
designed to provide a tight, moisture-proof bond over wires,
ables, connectors, splices, terminals, etc.
The PTFE shrinks tightly over inserted parts when the
covered section is heated, while the FEP melts and flows
into a solid or near-solid encapsulation with a fit so tight
that it can withstand the most severe stresses involving
pull or vibration. Shrink Ratio 1.6:1
ZEUS Dual-Shrink® tubing provides all the outstanding
electrical, chemical, and mechanical properties of PTFE
including a service temperature up to 450°F/232°C. In
comparison ATUM and SCL have a service temperature of 110C
and DR-25 150C.
Bundle Diameters
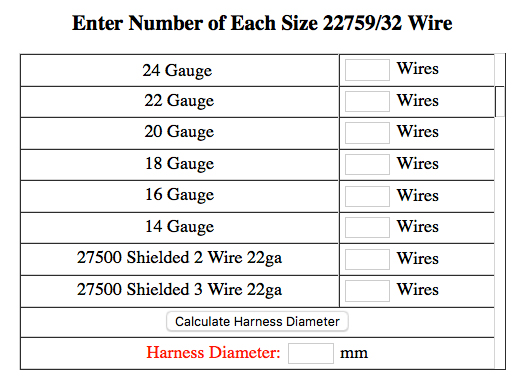
This
calculator will give you the diameter of legs of your
wiring harness which is helpful in choosing Raychem Boots.
To choose a size of DR-25 for your harness sections choose the
largest size that will shrink firmly to your wiring
cross-section diameter. In other words if your wiring bundle is
3/8" in diameter you don't use 3/8" DR-25 as it has a shrink
ratio of 2:1 (.375 start to .1875 final). The above dimensions
are for several diameters of 20 gauge Spec55 wires, .058" in
diameter.
An alternative to DR-25 is Raceline 150 from Whitmor Wirenetics.
Basically the same specifications you just don't get "DR-25"
printed in yellow. We all know how important labels are these
days.
A second source for a less expensive alternative to Raychem
DR-25 is
Deray
V25 from
DSG-Canusa.which
also has the same 2:1 shrink ratio as Raychem DR-25.
Pull don't Push
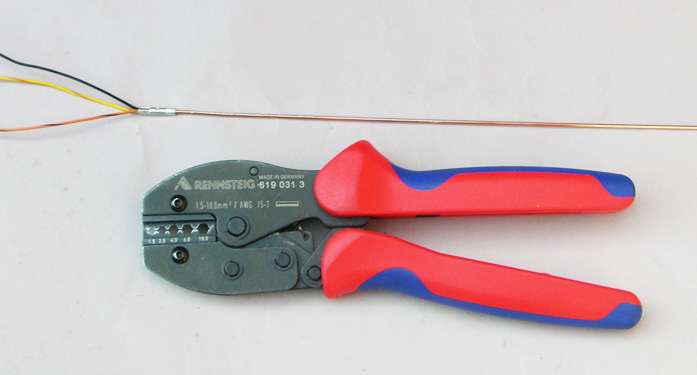
Trying to push some 22 gauge wires through 1/8"or 3/16" DR-25 is
an exercise in frustration. Crimp the wires to something like a
length of welding rod and pull them through.
Sealing DR-25
with Raychem ES2000


Semi-rigid 4-1 shrink ratio adhesive lined
Raychem ES2000
seals DR-25 to wires as well as serving as a strain relief for
wire splices, terminals and other components.
Keeping Shrink
Tubing...ES-Caps 4-1 / ATUM 4-1 / W5DL 3-1 / W3B2 3-1

.
Shrink tubing typically comes in four foot long sticks. We cut
these to fit McMaster Carr clear boxes 4629T2. For the most part
this is rigid or semi-rigid adhesive-lined tubing, typically,
for harnesses, cut in lengths less than 2.5" for connectors and
sealing DR-25. It easy to keep track of the various types and
wall thicknesses as well as 2-1, 3-1 and 4-1 shrink ratios.
You're always cutting parts and have lengths left over. It's
easier to keep track of these in some form of compartments.
Sumitomo 3-1 adhesive shrink tubing: W5DLis semi-rigid. W3B2 is
flexible.
ATUM 4-1 works well for connector sealing
Cutting Shrink
Tubing
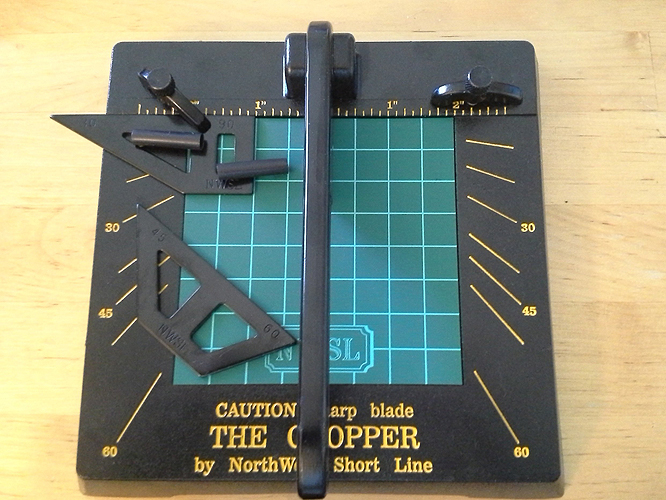
Cutting small pieces if shrink tubing perfectly square with
a pair of scissors simply does not work and a really sharp
pair of Kershaw scissors can snip your hand (we've done
that). This handy little cutter takes standard razor blades,
has an adjustable stop and makes clean square cuts. The
Northwest
Short
Line Chopper II is a hobby cutter that works
perfectly.
At RB Racing we buy some pre-cut shrink tubes but we use
this cutter for cuts of Sumitomo W5DL 3-1 shrink tubing to
terminate the ends of our Raychem DR-25 harness covering as
well as trimming labels and clear RT-375. About $60.00 from
various sources. Uses single edge razor blade. Replacement
mats are available.
Small, effective, and handy for making precise, square cuts
in all your types of shrink tubing...no more scissors. Small
7" x 7" footprint.
Heat Guns and
Heat Blowers



Heat Guns and Heat Blowers are different animals. The Steinel
and the Snap-On to the left are Heat Guns whereas the Master
Appliance pedestal mount is a Heat Blower. They all apply hot
air but the Heat Guns are easier to work with, especially when
dealing with Raychem Shrink Shapes and Boots as you must quickly
rotate about the part to cause the controlled shrinkage. The
larger Heat Blower is too unwieldy for this fine controlled
shrinkage. Being able to regulate the temperature is also
important.
DR-25 and various boots are rated at about 150C to 175C (350F)
and will shrink at these temperatures. Heat guns and blowers can
go to 1000F to 1200F...that is too hot and can damage the DR-25.
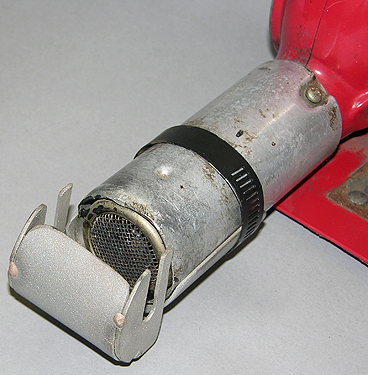
When you are labeling
individual wires with 1/8" heat shrink tubing and RT375
clear you sort of have to hold both ends of the wire and
cook your fingers. We fabbed up a slotted cup to an old
Master Appliance pedestal heat blower we have had for over
30 years. No more toasted fingers. Simple.
Ideal
Probably the best value in a heat gun is the Ideal 46-204. Lots
of bells and whistles. You can regulate the temperature and the
blower. About $200.00 as pictured above. We use both this "gun"
and the Master Appliance pedestal blower. Four nozzles 1500
Watts. Use the small round nozzle for boots and connector
sealing with ATUM 4-1.
Leister Ghibli
AW
Moving upstream a bit is the Swiss made Industrial quality
Leister
Ghibli AW Shrink Gun ....with
dozens of
different nozzles available. Two of the shrink tubing
stainless steel nozzles are shown above...As you would expect
the Swiss are a bit anal about this nozzle business. Makes quick
work of 1" DR-25. Our gun of choice. 1800 Watts, five step air
control, specifically designed for shrink tube applications.
Raychem / TE Connectivity has sold Leister Hot Air Guns. The
Ghibli AW is a newer model than the TRIAC Leister Guns that
Raychem sold in the past.
Motorsport professionals like
Renvale
in F1, WRC, Indy all use Leister Hot Air Guns...As one
professional told us " Fastest shrink tool for DR-25". If you
want the best heat shrink gun for motorsports wiring this is the
one. Fast shrinking at 400C or 752F being careful not to damage
the DR-25.
Installing a 202K132 Raychem Boot on this Autosport Connector
has to be done with a Heat Gun, not a Heat Blower. A Heat Blower
will cause a too quick and uncontrolled shrinkage and ruin the
Boot.
Heat Shrink
Ovens...Conveyor Belt (Tunnels)...$$$ Not
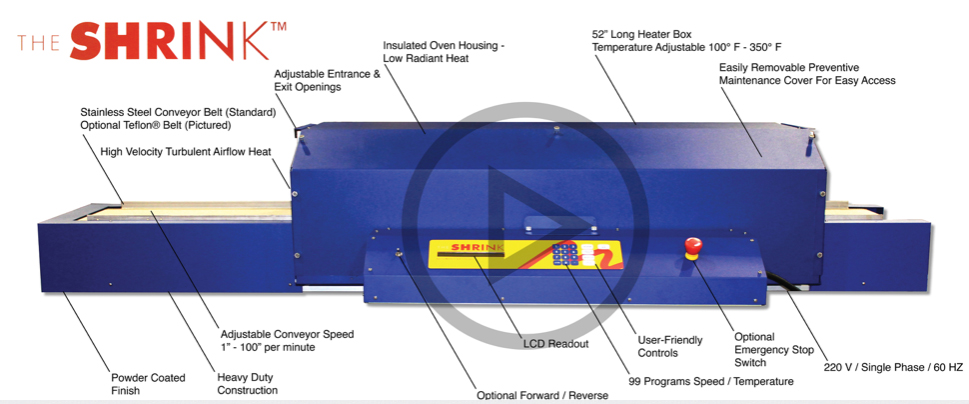
If you have an extra $10,000.00
and don't want to hand shrink things there are a variety of
Heat
Shrink Ovens (tunnels) to fully recover shrink
products. Now you are still going to have to hand-shrink and
epoxy your Raychem boots and connector seals. Ovens are used
to fully recover all of the heat shrink in a uniform basis.
If you've wrestled with a long length of 3/4 and 1" DR-25
and transitions you can appreciate the idea of an oven doing
the job for you.


TE Connectivity Model 105
Tunnel Oven for recovering shrink products. Ovens are
the most reliable way to recover heat shrink products
due because of their ability to ensure even heating and
reduce the risk of overheating the material (which can
lead to brittleness and cracking). ShrinkTechSystems
above right makes a variety of tunnel systems.
Raychem DR-25 fully recovers at 175C. Resintech RT125
has a maximum continuous operating temperature of 150C.
DTM Connectors have a maximum continuous operating
temperature of 125C. You bypass the harness at higher
temperatures to fully recover the DR-25.
These conveyor ovens are not the hot ticket for wiring
harnesses but are best suited for high volume small
parts. Not motorsport.
Motorsport
Wiring Harness Recovery Oven

...

Motorsport Wiring Harness
Recovery Oven: Commercial
Heated Holding Cabinets designed for full size
trays can be adapted for production curing full and
sub harnesses. Simply place your harnesses on large
trays with parchment paper, blocking connectors and
transitions off the paper with wedges of wood, and
place in the oven and let cure/ final shrink.
These heat to 200F (93C). Available in full height
(71") and half height (44").
Shrinking and recovery of DR-25 is done with heat
guns like the Leister Ghibli at temperatures or 175C
(347F) or higher.
Connector boots and harness transitions epoxied with
Resintech RT125 are fully cured in these ovens at
85C (185F) for two hours.
Sensor Leads Parallel
Twisting

Twisting your sensor lead wires
will provide electrical protection and give more flexibility
inside the Raychem DR-25 covering. This is a simple process
but, as the video shows, you need to release the tension on
the wires as a last step in the process.The
video
mentions 3 twists per inch but this would be for perhaps 24
gauge wire. 20 or 22 gauge wire can be one to two twists per
inch.
A trick with doing this is to shrink adhesive tubing over
about 2" of the ends of the wires before you tighten them in
the chuck. Typical Jacob chucks are about 1" deep.
You can reheat the shrink and pull it off after twisting to
leave the 2" straight and not twisted. It's easier to deal
with stripping and pin/socket insertion if the wires are
straight. They take a set otherwise.
Concentric Twist Layers... Prowire
USA

Prowire USA Concentric Twisting: Left above
is a 63 conductor Concentric Twisted bundle as an example of
Concentric Twisting planning. It does require a bit of
thinking. Not a Mil-Spec technique but recommended by
Raychem for motorsports applications for both reliability
and flexibility. Race-Spec if you will.
22759/32 mil-spec wire has 19 conductor strands in 26
gauge to 14 gauge.
This 63 conductor bundle is coming in at just over .500"
(1/2" O.D.) to be covered with DR-25 Sleeve. Inner Core is :
3 X 22 Ga /32 single conductor shielded cable 1 X 22 Ga /32
4 conductor shielded cable 4 X 14 Ga /32 wire. Middle
Core is: 19 X 18 Ga /32 wire. Top Layer is: 32 X 22 Ga
/32 wire. Lacing cord used is
Prowire
Black
Waxed Lacing Cord.
Kapton tape, visible on the periphery, was used to hold
everything together while in the construction phase.

Above is another concentric
twist by Prowire. Study it and learn. Do whatever it
takes. Rules are not rigid.
. Lots of information and
alerts on new products and tips on motorsports wiring.
Logical Concentric Twist Layers
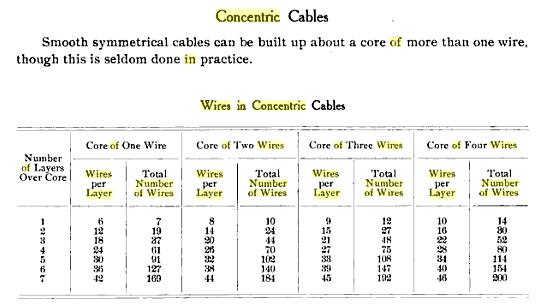
The stiffness of the harness will depend largely on how the
underlying wires are arranged. The correct method is concentric
twisting where successive layers are twisted in opposite
directions...One wire surrounded by six wires, with each
successive layer adding six additional wires i.e. 1-6-12-18. The
twisting of the wires gives the harness additional flexibility
and reduces strain on the wires. The above table provides some
insight into the methodology. TE Connectivity offers a
PDF Guideline
for Concentric Twisting.
The 1-6-12 etc is not inviolate i.e. you may have a central
bundle of say, twisted pairs, that may approximate the diameter
of six wires...Then the other layers 12 etc may follow.
In that you are dealing with shielded and twisted pairs and
varying AWG wire sizes it is not a 1-6-12-18 situation. You only
use filler wires where necessary. Bit of an art form.
For 2/3/4 position connectors, when they finally branch out of
the harness, you still twist the wires even though you are in a
less than "7" situation. They are more flexible this way. In
general you place any two or three wire, shielded or twisted
sets, in the central core of the bundle.
This is a motorsports Race-Spec technique and is not an
aerospace standard where weight is critical. Concentric twisting
adds flexibilty to the harness were routing and possible removal
are involved. 22759 19 strand Mil-Spec wires are twisted
internally for the same reason.
CW and CCW
Twisting
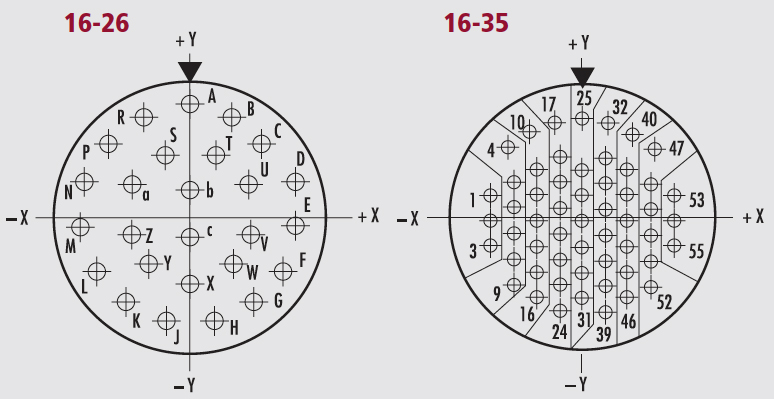
Here we have the type of connectors on a Cosworth Pectel
SQ6M, pins facing out from the
ECU, two 26 Pin Autosport and one 55 pin Autosport.
Service loops can be done in a parallel fashion, held in place
by stainless ChiaoGoo knitting needles. For example on the 55
pin Connector 16-35 we will insert the wires sequentially
1-2-3-4 etc and as we complete each column i.e. 1-2-3 and
4-5-6-7-8-9 we will hold the service loops for each column with
1/8" or 1/4" rods.
55 Pin Connector C2:
When wires are populated with service loops and
can turn or exit the eventual boot the wires can be bound and
the contra twisting can begin down stream. Splices, multiple
drain wires etc can be staggered at the connector or downstream.
Things get a bit more complicated where there are internal
splice points in the harness i.e 1 into 2 wires or 1 into 4
wires such as in 5V supply or digital / analog grounds.
Shielded or twisted pairs are placed in the center of the
harness. Here the red dots indicate where the signal wires come
from 2 and 3 wire shielded cables on Connector #2 of the SQ6M.
One technique is to group the thickest wires in the center,
typically the twisted pairs and shielded, and plan on, as
you proceed to each branch point to have the branching wires on
the outside of the bundle. In a general sense, the wires are
twisted with the furthest branches towards the center and
arranged so branch points have the wires on the outside of the
bundle.
Note: Unused positions in the harness must have the contacts
installed and use either plugs or filler wires to maintain
sealing integrity. Filler wires can be used to populate the
concentric twisting. Clever twisting can minimize the use of
filler wires.
Concentric twisting of a motorsports harness requires a lot of
planning when you have different gauge wires, multiple
connectors, filler wires, splices, service loops etc. Here
Zac Perkins
(zac@motorsportselectronics.com) of
Motorsportselectronics
shows you how it should be done. Kevlar braided lacing cord
secures the bundle. Zach is a master fabricator and motorsports
electronics specialist. Check here to see his
portfolio. Zac can be
reached via his website (or email) to schedule your project. BMW
and Porsche 911 projects.
Zac doing M1 Series Motec integration in a
Porsche
911 project. A complete rewire of a
Porsche
911T by Zac. Zac was the Senior Engineering Technician -
Special Programs & Motorsport at Faraday Futures
(Electric Car), and electrical systems consulting engineer at
another electric car startup here in California as well as
holding a second hat at
motorsportselectronics
with Tim Whitteridge.
Besides winning the
2019
Pikes Peak Race to the Clouds doing all the fabrication,
turbocharger and electronics integration, Motorsports
electronics also did this (above)...A complex wiring and
Motec system on a period Nissan GTP car. Lots of connectors and
many hundreds of terminations. 1000+ horsepower on intial
startup.
Zac Perkins resume and
contact information.
Tim Whitteridge

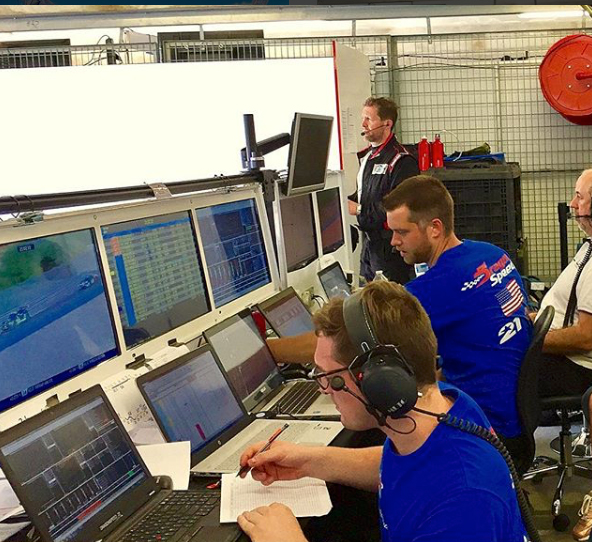
Center above, Tim Whitteridge,
one of the good guys in Motorsports Electronics,
working on the late Nissan LMP1 car. Tim did some top notch
work for us at his previous employer before he joined the
Nissan LMP1 effort and went to LeMans.
Tim's
resume
is lengthy and we can vouch for his expertise. Besides
his duties as an Electrical/Data Engineer at Magnus
Racing and Dragonspeed he wears a dual hat at
Motorsportselectronics.com
doing wiring and systems integration with Motec, Pectel and
other systems.
He has worked at the highest levels in motorsports. Tim can
be contacted at tim@motorsportselectronics.com for your
special projects. Tim at Petit LeMans in 2016. Ten 24 Hour
Daytonas...does not get any easier.
In Tank Looms

Zach Perkins: "Building an in tank fuel cell loom. It's
important to use the correct supplies, especially when dealing
with ethanol or alcohol fuels. Pictured here: Deutsch hermetic
fuel safe flange mount connectors, Raychem -12 chemical
resistant boots, Raychem RW-200 viton shrink and Resinlab EP1385
epoxy- specially formulated for E85 and alcohol fuels. It's
always better to test chemical resistance of what you're putting
in you're fuel tank BEFORE you gum up all your fuel pumps,
luckily with these products I know they're up for it!
Motorsportselectronics.
Tying or Lacing
Motorsport Wire Harnesses

For Motorsports wiring, where
you wish to have a minimum profile lacing cord twisting in
the opposite direction from your outermost concentric
twist layer, Kevlar Lace is the preferred
product. It is essentially invisible under the DR-25
after final shrink recovery as it is so thin. Sort of an
art-form deal not an aerospace standard.
Available in economical, user-friendly,
250
foot
spools for $35.00 ($0.14 per foot) from Prowire USA
or in
large
1800
meter (5905 ft) spools for maximum savings...$0.052
per foot.
Aerospace
Tying or Lacing

Braided Lacing Cord is commonly used, bound to the twisted
cables in the opposite direction of the cable twist, secured at
each end by tape. There are a wide variety of these in nylon
yarn, polyester yarn, Teflon yarn, glass yarn, and aramid
(Kevlar/nomex) yarn.
MIL-T-43435B Lacing Cord (Left Above): Braided nylon lacing cord
meeting specification MIL-T43435B, Type I, Size 3, Finish
B: Micro-crystalline wax with melting point above 55/ C °
130° F and non flaking characteristics it is compounded to
develop excellent knot retention, yet not giving a waxy feel to
the user. Used to tie wiring bundles together. Less bulky than
plastic tie wraps which can actually cut into wires and, when
cut, leave a sharp edge that can cut your hands.
MIL-T-43435B Lacing Cord size 4, Dacron, 2nd from Left, Finish C
MIL-T-43435B Lacing Cord size 3, Nylon, 3rd from Left, Finish C
MIL-T-43435B Lacing Cord (Far Right Above): Flat Braided Glass
Yarn, Type IV, Size 1, Finish D: TFE-fluorocarbon coating, Black
Color. Widest (size 1) .180" to .220". Stable to 427C (800 Deg
F).
Gudebrod.
Continuous loops with the waxed MIL-T-43435B Lacing Cord (Left
Above) should tied in the above manner with continual lock
stitches. Normally you just put a wrap and a square knot every
6-12".
Kevlar
(Para-Aramid) and Nomex (Aromatic Polyamide) Flat Braided
Lacing Tapes
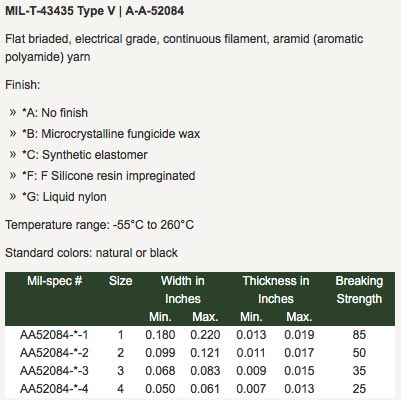
A-A-52084 Lacing Cord available in 250 or 500 yard rolls from
suppliers like
Ryan
Electronics,
Western
Filament, or Atkins & Pearce. Formerly known as
MIL-T-43435 Type V it is available in four different sizes in
natural or black finishes. Lacing tapes are wrapped in an
opposite spiral direction from the last upper layer left-hand
concentric twist. Lacing techniques are described in this
TE
Connectivity Brochure.
Boeing
Specification Nomex Lacing Tapes...Continuous Filament
Yarn...Race-Spec
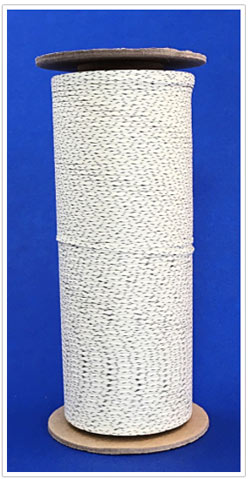
These are the gold standard in Nomex
lacing tapes. Manufactured from continuous filament yarns in
accordance to CID AA52080-AA52084 (formerly MIL-T-43435B).
Keyword is "yarns".
BMS 13-54 Boeing Specification Nomex® Lacing Tape.
Western
Filament Inc.
Flat braided Nomex lacing tape. Type III, Grade D, Finish C,
Class I with cross-tracer.
Available colors: White, Black, Blue, Brown, Green, Gray,
Magenta, Orange, Pink, Purple, Red, Yellow.
Western Filament Inc.Part Number Width
Inches Thickness
Inches PutUp (yds)
HOF40RTR
0.075"
0.012"
500
Western Filament Part
Number Width
Inches Thickness
Inches PutUp (yds)
HOF70RTR
0.110 "
.014
250
Wire Spoon
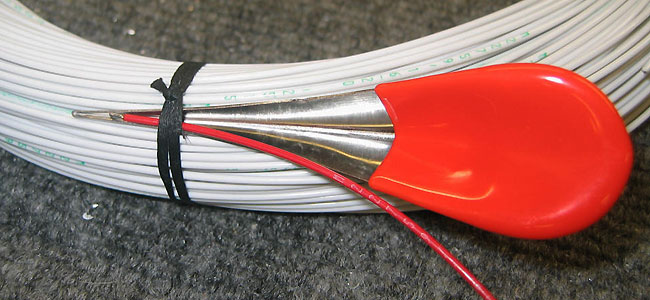
After you've laced your wire harness together with neat little
square knots, how do you insert extra wires? The answer is a
Wire
Spoon. Note that all the wires are white which is a
normal practice in many applications. Spec 55 wire is available
in up to 10 color and or color stripe combinations which makes
keeping track of things much easier. Without laser-marking of
each wire it can be a real chore to track down issues when all
the wires are white. You can also label each wire (we do) as we
have so many interruptions it's easy to lose track after
numerous phone calls.
For your information a typical late model Harley-Davidson
Touring bike uses about 77 different wire colors (color and
stripes) in its wiring harness. 100 color and color/stripe
combinations are delineated in this
Glenair
MIL-STD-681 PDF. In aerospace applications wires are white
and Ultra Vilolet (UV) laser marked.
Portable Shrink
Tube Thermal Printers

You can, however, label each wire with 1/8" 3:1 heat shrink
labels near the terminations to keep track of things and use one
color mil-spec wire. Low end heat shrink printers can be
purchased way under $100.00 or you can spend many thousands of
dollars on commercial units. We label all our wires anyway, even
with different colors.
BEE3+ unit from K-SUN pictured above is about as cheap as it
gets. Lists for about $250.00 but sells for about $150.00 or
less. It prints on 1/8" (single MIL-SPEC wire), 3/16", 1/4",
3/8", 1/2" and up to 3/4" wire shrink tubing. It also prints
labels in widths of 1/6"(4mm), 1/4"(6mm), 3/8"(9mm) 1/2"(12mm)
and 3/4"(18mm) widths. The catch is the cartridges are
expensive. There is always a catch. Expendables. Oddly the 3/8"
shrink tubing is only available in white.
The lower priced BEE3 unit will only print up to 3/16" shrink
tubing. Best get the BEE3+.
Use either KYNAR or Tyco Raychem RT-375 clear 2:1 heat shrink
over your printed labels
The Rhino 6000 will print wire shrink tubing up to 1" I.D. and
flat labels up to 1" in width. These are in the mid to low
$200.00 range. For labeling individual wires they do not go down
to the 1/8" size shrink tubing that the BEE3+ does.
This printer is a few hundred dollars more that the Kroy but has
more features...Prnters above this go into the multiple
thousands of dollars.
The above chart is a guideline for letter / logo heights.
Pre-flattened shrink tubing in 10 feet to 100 feet is available
in multiple colors from
Cable
Ties and More
Prowire
Indent Kits 10 Colors


Best deal in town for these 3-1
shrink tube wire markers for 22759/32, 22759/16, and
TXL wires.
Really useful on M27500SB Shielded Cables and in situations
where you are using the same colored wires. 2500 pieces for
pennies each. Refills of 250 pieces ship immediately.
Use all White wires like in F1 and WRC and go crazy. Why all
White wires?...Well with all White you just cannot make
assumptions and 100 percent inspection and Hi-Pot testing is
the rule.
White on
Black...Stealth Harness Labels
Everyone seems to use yellow shrink labels with black lettering
for marking motorsport cables. For a more stealthy appearance we
use black Autosport, DTM and D369 connectors and black labels
with white text...We tend to just do connector numbers with
suffix "S" for sub harness rather that spell out all the
functions like "LAM1", "FUEL PUMP", "INJ1" etc...
Having 50 or more of gray connectors with yellow labels sticks
out visually on motorcycles where almost everything is exposed.
Black, DTM, DT, D369, and Autosport connectors with black labels
and white lettering, more or less, disappears. Our typical
harness may have 75 connectors and we try to keep connectors and
labels all black.
It's a bit difficult to find all the shrink tubing sizes to do
black labels with white lettering for everything. The
Epson
LW-PX800 prints up to
1/2"
White on Black shrink labels. The LW-PX800 prints up to
7/8" shrink tube but only Black Print on White or Yellow
3-1shrink ratio tubing.
High End
Design: TE Connectivity HarnWare/HarnVis & Catia V6
HarnWare
Version 6 offers 2D and 3D modeling of harnesses. Complete
libraries of all Raychem TE components. License must be
purchased (dongle). Based on 32 bit Microsoft VISIO. HarnWare
(2D) and HarnVis (3D) are developed and maintained by ADE
Analysis & Design Engineering LTD.
A
three part video explains the software. There is a large
purchase price with an annual maintenance fee and requires,
typically, a three day training session. Pretty much beyond the
time and financial costraints of most.
Catia V6
is the high end OEM tool. Aircraft and OEM manufacturers. Way
overkill for motorsports but necesary for planning and
documentation for things that fly or OEM automotive.
Visio
Professional 2013 for Motorsport Race-Spec Harness Design
and Initial Layout
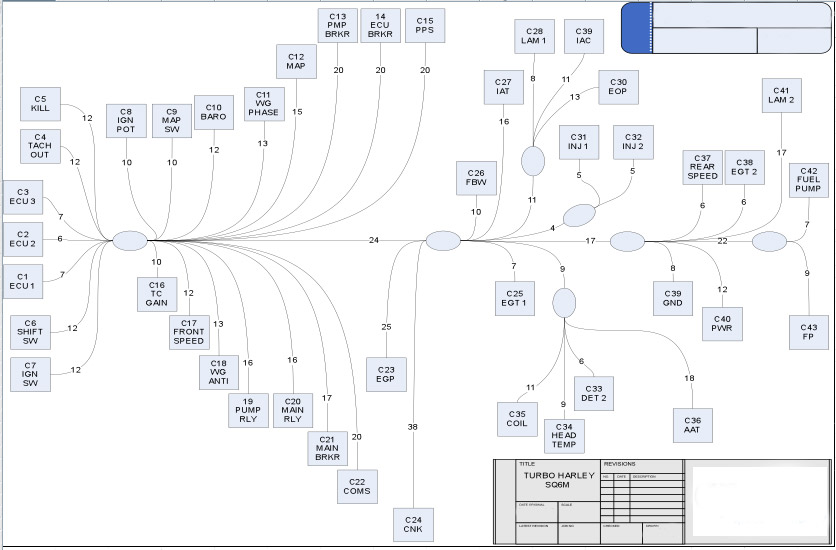
The above is a typical Microsoft Visio diagram for motorsports
wiring and harness design. We can make an initial Visio drawing
of the wiring diagram but this will only aid in planning
purposes. The actual harness has to be measured on the
application with all the hardware in place. It is critical that
there be no strain or interference issues and that
serviceability is planned for. This is often done in
Microsoft Visio Professional 2013.
Template included on the Visio link.
Typically you organize your wiring in an Excel Spreadsheet and,
in calculating wire lengths, you have to add in extra lengths to
account for concentric twisting, splices etc.
In the drawing above C2 ECU2 to the first Raychem boot is 6". In
Excel you would list this length as 10" to connections made
there. Downstream from this connection simply add up the
breakpoint lengths and add another 4" to 6" depending on how far
downstream you are going to allow for final termination.
Basic Visio
Tutorial.
We basically skip Visio drawings and construct a detailed
harness description in a CAD Program (above) which lists where
things go. This puts everything on one sheet to avoid looking
through various documents. Lots and lots of details like part
numbers, wire sizes, terminals uses, crimping tools etc. are all
listed in a comprehensive spreadsheet. Lengths between breakout
points are measured in place using solid wire electrical cables
(not string or rope) and wires are left long and, for the most
part, are terminated in place on the vehicle.
Wires in the above harness are MIL-22759/16 in 14/16/18/20 and
22 gauge. Deutsch DTM Plugs and Receptacles use a mix or gold
and nickel plated pins and sockets. Deutsch Autosport Connectors
are used for the
SQ6M ECU on
this harness. Different wire colors prevent confusion. This
particular harness has 75 outboard connectors. The SQ6M itself
has 107 pins. In the case with splices we exit the SQ6M C1.C2,C3
plus splices at Boot 1 totaling 114 wires.
There are a total of 106 Raychem boots in the harness. Every
connector, pin, socket, wire etc is delineated in an Excel
document
For planning purposes we determine which and how many wires exit
the harness at each break point and also the diameter of the
runs between the break points.
Wire bundle diameter
is important in choosing the correct diameter of DR-25 shrink
tubing. You need to plan the number of layers in contra-twisting
so the top layer is CCW.
We do complete documentation in Excel and Pages (Mac) and Word
listing every component, pin, socket, splice points, Raychem
boots, basic wire lengths etc. In addition, we make CAD drawings
of all the splices as that gets a bit confusing.
We end up with a bunch of PDFs that we create from our CAD
program that we can print out in large format (13 x 19) to
clarify things as we go along.
We use 4' x 8' whiteboard to layout the wiring harness. We use
3/4" adhesive tie wrap pads, plastic tie wraps, Velcro, and
white gaffers tape to hold the main harness and connector leads
in place. The adhesive pads can be removed or relocated without
damaging the boards surface. No need to replace the surface.
We twist the wires CW and CCW the best we can by the above
format, but we always run into issues with 2-1 and 3-1 splices
so we don't go the extra mile to put in dummy filler wires to
get the 1-6-12-18 etc layers. We do the concentric twisting and
secure the runs with Mil-T-43435B Lacing Cord. We label each
wire with 1/8" yellow shrink tube covered by clear Raychem
RT-375 clear shrink tubing.
We leave the exit branches about 4" longer than necessary and
then trim the wires to length for the connector. You can slide
the labels up and down the wire with a bit of force. Labels are
necessary for us as we are constantly interrupted and brain fade
sets in.
DR-25 1", 3/4", 1/2", 3/8". 1/4" and 1/8" is being used in this
harness. Raychem 202A153, 202A142, 202A132 and 202A111 straight
boots are being used with Resintech RT125 epoxy sealing the
branches exiting the boots. Raychem ES2000-1, -2 and -3 tubing
seals wires exiting the DR-25 on branch legs to sensors, circuit
breakers, relays etc. Raychem ATUM is used to seal the back of
connectors
Raychem DR-25 covers the main harness and the branches.
Connectors are installed and sealed. Each branch is labeled with
the connector number as well as the function. Kapton tape covers
exposed wires before they have Raychem boots heat shrunk. In
this application we have 49 outboard connectors to keep track
of. Without documentation future issues as well as current
assembly would be very difficult.
Labels on all connectors help keep track of things.
Documentation is maintained on both the internal and external
structure of the harness.
Pectel
SQ6M ECU.
Hi-Pot testing is used in aerospace and high-end motorsports
wiring houses to verify wiring harness integrity. Any poor
connection, nick in wiring insulation, or short can be isolated
and fixed. Simple continuity checks are OK but are not
foolproof.
CH2
pictured above. A
PDF
lising costs for various cable testers.
The hipot test is a nondestructive test that determines the
adequacy of electrical insulation for the normally occurring
over voltage transient. This is a high-voltage test that is
applied to all devices for a specific time in order to ensure
that the insulation is not marginal.
An
explanation
of Hi-Pot testing is offered by Cirris. Cirris CH2
pictured.
Hi-Pot CableEye testers from CAMI Research. PC based i.e.
software driven Hi-Pot testing makes isolating things a lot
easier.
Wideband Sensor
Wiring


The Bosch LSU-4.2 (left) or the NTK (right) wideband sensors are
typically married with six position Deutsch DTM connectors. In
that they are five wire sensors the sixth position uses a seal
plug. LSU 4.9 is the newest version and is not compatible with
4.2 electronics. Wiring colors for the different sensors is as
follows:
Bosch LSU-4.2 Typical DTM positions: DTM Terminal 1, Red Wire,
WB_Pump; DTM Terminal 2, Black Wire, WB_Cell; DTM Terminal 3,
Yellow Wire, WB_Com; DTM Terminal 4, White wire, WB_Htr-; DTM
Terminal 5, Gray wire, WB Htr+; DTM Terminal 6, seal plug.
Bosch LSU-4.9 Typical DTM positions:DTM Terminal 1, Red Wire,
Pumping Current; DTM Terminal 2, Yellow Wire, Virtual Ground;
DTM Terminal 3, White, Heater Minus (H-); DTM Terminal 4, Grey
wire, Heater VBat (H+); DTM Terminal 5, Green wire, Trim
Current; DTM Terminal 6, Black Wire, Nernst Voltage. LSU-4.9
Data.
Interesting analysis of why Bosch Widebands fail.
NTK L1H1 Wire Colors: Yellow Wire: Heater -; Blue: Heater Wire
+; Black: Signal Ground; Grey: Nernst Cell Voltage; White: Ion
Pump Current.
NTK L2H2 Wire Colors (8 pin Sumitomo H90 Connector): Pin1: Blue
Heater Wire +; Pin 2: Yellow: Heater Wire -; Pin 3: Rc (cal
resistor); Pin 4: Rc 0V; Pin 5: NC; Pin 6: Grey Wire Vs; Pin 7:
White Wire Ion Pump; Pin 8: Black Wire Sensor 0V.
L2H2 Cal Resistor shown above between pins 3-4 which is read by
oem application or devices like Motec PLM. These are individual
to each sensor. High end ecus like the Pectel SQ6M do not use a
Cal Resistor. NTK sensors are extremely accurate at Lambda 1.0
(14.57 AFR) but should be custom calibrated between Lambda 0.75
(10.92 AFR) and Lambda 1.25 (18.21:1 AFR). Nitrogen gas can be
used to test for Lambda 1.0 (14.57:1). Calibration data can be
entered into your ecu. Free Air has 20.95% Oxygen with a Lambda
1.43 (20.80AFR).
In general NTK sensors are higher temperature rated. We use them
pre-turbo with pressure compensation tables as under rich
conditions they show richer under boost pressure and leaner in
lean conditions under boost pressure. Pectel SQ6 / SQ6M
controllers are designed for the NTK sensors. NTK sensors are
tolerant of leaded fuels whereas Bosch LSU-4.9 are not.
Connectors for the L2H2 LZA-09-E1 sensors are available from
Ballenger Motorsports.
Another consideration is that the NTK sensors are about twice as
fast as the Bosch 4.2 / 4.9 Sensors. No matter what anyone tells
you the response times to correct injector output have a latency
of 500Ms up to 980Ms which is why you do steady state step
testing on a dyno. A fast dyno "sweep" can point out
deficiencies but not exactly pinpoint them. The base mapping has
to be correct.
NTK L2H2
LZA-09-E1 Sensors
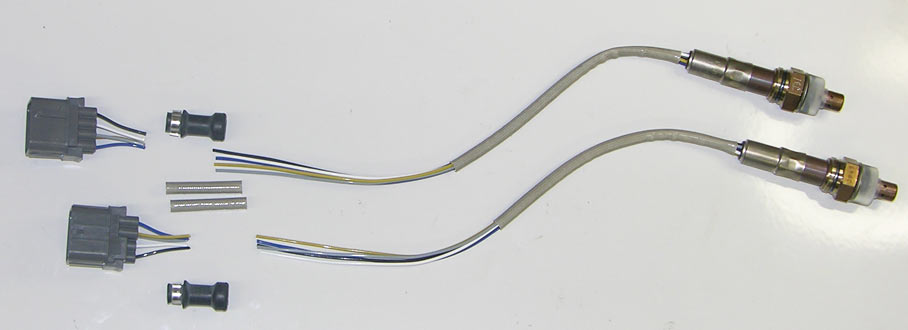
Cut and remove connector with calibration resistor. Leave longer
silicone heat sheath.
Cover wires with 1/4" DR-25 overlapping the long NTK
silicone heat sheath. Heat shrink the DR-25 and seal both ends
with 1" ES2000-1.
Heat shrink 11mm label and seal with RT375 clear. Slip over
1.5"ATUM 12-3. Strip wires, crimp pins or sockets and insert
these in the connector. Filler wire with pin or socket for the
unused pin 6. Heat shrink the ATUM 12-3. Slip 2" ATUM 24-6 over
the sensor and heat shrink to the DTM six position connector.
When mounting the NGK/NTK wideband lambda sensor pre-turbo you
need to create pressure compensation tables in your ECU. We made
a
Back pressure Lambda
Calculator that shows how lambda reading are skewed under
exhaust back pressure....Or simply change your aim.
NTK ZFAS®-U2

NGK Spark Plugs (NTK) has two
families of wideband sensors, non-cofired (on left) and the
newer co-fired (ZFAS) on right). Both have five wires
and they can be identified by appearance. The non
co-fired has a longer portion sticking out of the exhaust
pipe and a thinner body. The newer are less expensive and
more robust and use advanced ceramics.
NTK Part Number: UAR0004-EE001; NTK Stock Number 91091.
New Bosch LSU
ADV... Pre-Turbo Lambda

New
Bosch
Lambda
ADV Sensor for pre-turbo installation. Previous LSU 4.2
and 4.9 sensors could not be placed pre-turbo.
NTK L2H2 Lambda
Test Stand Calibration

NTK L2H2 Test Stand for sensor linearization: Propane with a
variable air bleed and three 18mm x 1.5 ports. Used for
calibrating two NTK L2H2 Lambda meters against a known
calibrated meter. Flowing Nitrogen gives Lambda 1.0 (14.57:1
AFR). Free Air at one end of the scale 100% propane on the other
and propane/varying air mixtures for in-between. We burn
the propane as so as not to vent unburned propane.
Pectel SQ6M engine controllers have 33 points to linearize or
calibrate for each of the two NTK sensors. The SQ6M has internal
NTK amplifier and heater circuits, so no external devices are
required. Alternatively you can purchase a $1,200.00 drum of
test gasoline and a $1,200.00 bottle of Lambda calibration
gas to do your testing.
Keep in mind although NTK sensors are fas responding, around
1.3Ms, your fuel map must be correct as sensor latency in fast
closed loop sweeps is an issue. Step tests on Dynamometers is
recommended.
Pectel offers specifically calibrated five wire
NTK "Band 10"
wideband sensors for their engine control systems that come with
Deutsch Autosport Connectors.
We use Hella or Bosch 30 Amp relays in our wiring harnesses.
This is a pictorial reference as to how they work.
Caterpillar Extreme Environment Relays
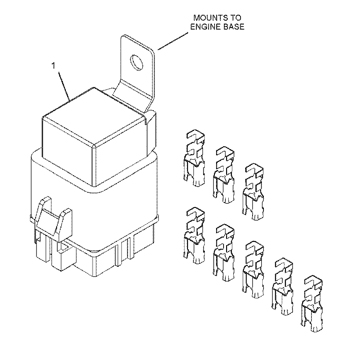

CATERPILLAR SIS
Part
No
Qty Parts
name
359-5142
[1]
RELAY AS (12-VOLT)
9X-1054
[1]
PLUG AS-CONNECTOR (4-PIN)
9X-1055
[5]
TERMINAL-RECEPTACLE (12-GA)
9X-1056
[3]
TERMINAL-RECEPTACLE (14-GA TO 16-GA)
115-1615
[1]
RELAY AS (12-VOLT)
Photo courtesy Gary Phelps
Corrosion
Protection


At the Bonneville Salt Flats the salt air and salt eats
everything. Internal cavities in relays turn into green gardens.
Starter relays and switches die sooner or later. Cadmium plated
hardware corrodes quickly. Battery terminals and any metal
exposed that isn't stainless or chrome plated begins its ugly
descent to mother earth from whence it came.
Boeshield T-9 is the best
thing we've found to protect metal surfaces. WD-40 seems to
disappear after a time. This stuff stays.
Saltproofing USA Fluid
sounds a bit like snake oil but it really works. Protects about
everything including alternators, relays, switches, and
electrical motors.
Motorsport Wire:
Raychem Spec 55
Wire (XLETFE Polymer) The standard for high end
motorsports wiring.
Mil-STD-861
Color Codes For Mil-Spec Wiring. 100's of possible
combinations. 10 basic colors are normally available. Adding one
or more stripes differentiates things more.
Aircraft will typically use "white" only wire as will Formula1
and WRC cars. They will have 100% Hi-Pot testing of the
harnesses. During the assembly they may place temporary tape
tags on the wires and assemble them on a 1:1 layout board. Once
sealed there are no "colors" visible anyway. This does
require planning and discipline.
It's a bit easier to keep track of things at the typical
motorsport level using solid and striped wires. However, there
are no conventions for this.
A Harley-Davidson wiring harness can have 80 or more different
color coded wires to aid in servicing. They publish the
color-coded wiring harness diagrams.
Master Catalog Raychem
Heatshrink Products:
Raychem Heatshrink Products Covers everything including
tubing, all molded shapes (with dimensions), tools, and
materials
Wire Covering:
DR-25 Heat
Shrink Used to cover XLETFE wires in wiring harnesses. Has
a 2-1 shrink ratio. Single Wall. Motorsports std. Yellow or
White Lettering.
Available
from
Prowire USA.
DSG-Canusa
Deray
V25 a less expensive alternative to DR-25
Raychem RT-375
Clear heat shrink tubing. Use to cover your yellow/black wire
heat shrink labels.
Available
by
the foot from Prowire USA.
Kynar Clear
Heat Shrink Tubing to cover wire and cable heat shrink labels.
Adhesive-Lined Shrink
Tubing:
Raychem ES2000
Adhesive heat shrink. Semi Rigid 4-1 shrink ratio. Sealing wire
transitions. Strain relief.
Tyco_RBK_Dual
Wall Adhesive heat shrink. Used to seal wire transitions
and connectors. Less flexible than ATUM. Strain relief.
Raychem SCL Heat
Shrink Used to seal shapes like switches and relays in
lieu of specific "boot". Adhesive lined. 2.5:1 shrink ratio.
Available
in 4 foot lengths from Prowire USA.
Tyco
ATUM_semi-flexible
Adhesive-lined heat shrink. Sealing Boots and transitions
and shapes. 3-1 and 4-1 shrink ratio available. Here a three
wire Cherry Hall Sensor has 1/4"DR-25, Resintech RT125 epoxy
sealing the DR-25 ends, and 16mm ATUM semi-flexible adhesive
shrunk to the assembly.
Available
in 4 foot lengths from Prowire USA. Last digit is
Color Code. Black is "0" (Zero).
3-1 Shrink Ratio
|
4-1 Shrink Ratio
|
ATUM-3/1-0
|
ATUM-4/1-0 |
| ATUM-6/2-0 |
ATUM-8/2-0 |
| ATUM-9/3-0 |
ATUM-12/3-0 |
| ATUM-12/4-0 |
ATUM-16/4-0 |
| ATUM-19/6-0 |
ATUM-24/6-0 |
| ATUM-24/8-0 |
ATUM-32/8-0 |
| ATUM-40/13-0 |
ATUM-52/13-0 |
DSG-Canusa
CDR Adhesive lined shrink tube. 4:1 shrink ratio.
Semi-rigid. More rigid than Tyco ATUM. Splice covering.
DSG-Canusa
CPA Adhesive lined shrink tube. 3:1 shrink ratio.
Connector sealing.
Molded Parts:
Raychem
Heatshrink
Products Covers everything including tubing, all molded
shapes (with dimensions), tools, and materials
Raychem
Molded
Parts Heat Shrinkable, adhesive or non-adhesive lined, for
wiring harness transitions and connectors.
Hellermann-Tyton
Molded
Shapes, Heat shrinkable up to 5-1 ratio shapes for
transition and connector sealing.
Resintech RT125
Wiring Harness Epoxy.
Molded
Parts
(Boots) Cross Reference Raychem, Hellermann-Tyton etc.
Wire Stripping:
Tyco
Wire
Stripping Guide
Teledyne
Stripall Thermal Stripper
Ideal
Wire Processing (Stripper) Catalog
Motorsport Connectors:
Deutsch
Autosport
(connectors) Catalog
Deutsch
DTM Series Connectors (thermoplastic)
Sureseal Rubber
Connector
Souriau
Equivalent parts to Deutsch Autosport
Delphi
Metri-Pack
GT150 Connectors used for various sensors like Cherry Hall
etc. (See Page 22: Pull to seat)
Circuit Breakers:
ETA 483 Circuit
Breaker
Tyco W23
Circuit Breaker
Klixon 2TC14 Circuit
Breaker
Bussman 227 Manual
Reset ATC
Standards:
NAVAIR
Aircraft Electrical and Electronic Wiring (Over 1000
pages) 12.8 Mb. Lots of mil-spec reference #'s, data and
techniques.
Wire Harness
Lacing Techniques
NASA wiring and Harness Standards
NASA
Pictorial
Standards
IP
Protection
Ratings Chart Explains "IP" or Ingress Protection ratings
of connectors from water, dust, etc..Not a military
specification.
In WWII we were cranking out bombers and fighter aircraft faster
than they could be shot down. Extremely high crew losses were
backed up by a system of production and training not seen since.
Women were a major part of the work force and kicked butt. After
the war their jobs were taken away from them. There went 50% of
the talent.
Production and aerospace wiring harness construction is still
largely done by women whether in the USA or elsewhere. Seems to
be an ego deal in motorsports for males to twist and glue
motorsport harnesses....probably Instragram wiring photos aren't
part of the Defense contractor routines. Would you have the
patience?
F1 Wiring
Renvale Ltd. (Formerly
Tony James Wiring) in the United Kingdom is a specialist in high
end motorsports wiring.
This is a
video of their work for the now defunct USA F1 Team. Let's
hope they got paid. HAAS is up and running these days. Renvale
does the current HAAS as well as Ferrari F1 wiring.
Prodrive

Production of a World Rally
Car Wiring Harness at
Prodrive
is shown
starting
at 4:08 in this video. You can see at this level of
motorsport they use a large vertical assembly board per
aircraft/aerospace use and also use Raychem Spec 55Mx4x4
(450 volt) white wires, not multi-colored wires. All wires
are labeled and assembled into Deutsch Autosport connectors.
Full Cosworth Pectel electronics and displays are used.
ProjectDC : UK
and USA Professional Wiring
With clients like Prodrive,
Ford Performance, Gulf Racing. and Multimatic
Project DC executes
projects for clients and providesrace support and
maintenance.
Contact
Callum
Blakemore for your immediate project needs.
Color Coding White Mil-W-22759/44 Wire
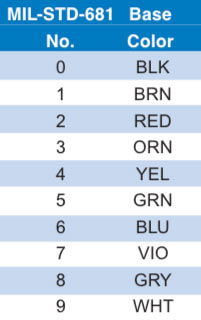

The highest density in a
motorsport harness is typically at the ECU Connector where
wires are placed one by one. From there they head for
connectors or splices and with a hundred or more white
22759/44 wires of various gauges it's easy to lose track
save keep doing continuity checks and or strips of tape with
notes.
Of course you could print out a label i.e. "C25-4" to denote
the connector and pin number for every termination...that's
lots of typing and printing.
There are ten base colors for wire (see above). You can use
3-1 shrink tubing, typically 1/16" to 1/8", cut into 3/8"
lengths to code the connector number and pin location. As
you cut your wires extra long place your color codes at the
end of the wire reading towards the ECU.
Brown/Red would be connector 12. Brown/Red/Brown would be
connector 12 pin 1. You can buy precut colored coded wire
markers (10 colors) from
various
suppliers.
Motorsports Pectel SQ6 Wiring Example
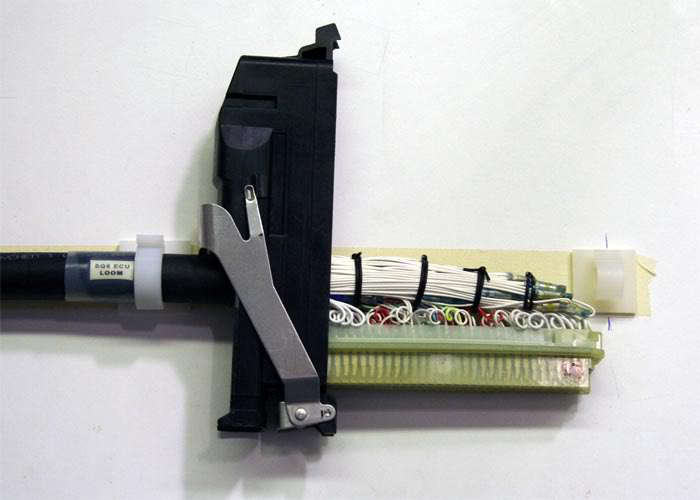
Here we have an 88-way Cosworth Pectel SQ6 connector with
service loops twisted just before the connector sockets. Follow
the construction of a
Cosworth
Pectel SQ6 Wiring Harness.
It requires a lot of money, time and supplies. In this case all
the wires are all white in color...This makes servicing things
down the road as well as construction much more difficult. If
you label each wire and use colors codes it's easier.
An excellent source for your wiring supplies for you go it alone
types is
ProwireUSA as
they stock about everything you need and sell in small
quantities. It a good place to pick up your MIL-W-22759/32 wire
and supplies. They have 140 Mil-Spec wire color combinations in
stock. Quick service and excellent prices.
Costs:
A
Reality Check

The simple fact is that a professional motorsports wiring
harness costs a lot of money. Unless it is some kind of
production item, which it never is, these are going to be
expensive whether you like it or not and a rule of thumb is that
it is going to cost as much as your engine controller of choice
and almost certainly likely more. One of the people we know
typically spends about 200 man hours designing and fabricating a
custom wiring harness. If you were a lawyer that would be about
$70,000.00 billable hours...Low end shop rate for a mechanic is
about $50.00 per hour...that's $10,000.00.
Even at a proposed minimum wage of $15.00 per hour the labor
alone for a 200 hour plan and build would be $3,000.00 not
including parts. Sort of depends on what you think your ass is
worth after years and years of experience. Do you work for
minimum wage? Do you expect your harness supplier to? Instagram
photos and glory does not pay the bills, nor does a pat on the
back. Hobby versus business, the eternal struggle.
To wire a complete race car i.e. something way short of F1, WEC,
or WRC complexity, can take up to 400 man hours in planning and
execution.
There are multiple issues in this "Time Business":
1. First: There is the planning and documentation in Excel,
Visio, and other supporting CAD software. Several weeks of work
verifying all components, pins, sockets, boots wiring etc not to
mention connection logic.
2. Second: There is the ordering and or stocking of all the
parts.
3. Thirdly: Then there is the actual execution of the harness...
100 to 200 man hours.
4. Lastly: There is the testing and verification of the
harness...hipot or simple continuity checks and or complete
simulation in a specific test rig.
What can you expect to pay? Well for a garden variety Mil-Spec
sealed harness that is a semi-production item by some
experienced specialist figure $3,000.00 minimum. Normal costs
are in the $4,000.00 to $6,000.00 range. For more complex
harnesses involving firewall bulkhead connectors and multiple
sub-harnesses figure $8,000.00 and up...An experienced
specialist who has everything in stock and is efficient in his /
her production methods might complete a complex harness in 150
hours. Complete vehicle wiring...$25,000.00 and up depending on
the complexity. F1, WEC,WRC... don't ask.
A person we know used to wire high end off the road racing
vehicles where the total wiring bill was often North of
$25,000.00 for parts and labor and he did not want to do it
anymore as it was tough getting paid for the work, not to
mention all the travel and fighting clients. He cut back on that
work and just sells parts these days and deals with clients who
he can bill and get paid.
It's the old adage "Time is Money". Add up all the hours in
planning, ordering and stocking parts, buying tooling, plus the
actual fabrication and write yourself a fat check...Or let
someone else do it. Letting someone else do it implies there is
a solid design template or that person is going to have access
to the project where it can be planned and executed in place.
Travel expenses may be involved as remote designing is a bit of
a risk. Sometimes it's best to pay and get on with your
life.
We do our own harnesses and have for over 30 years as we have
our projects in-house and don't like running around...and these
days life is a lot more complicated. Time is money as they say.
When it's your time and money people don't care and have little
appreciation for the effort involved. Been there as they say.
Sakata Motorsport
(1-714-446-9473 1241 N. Patt St., Anaheim, CA, 92801)has been
making Mil-Spec Motorsports wiring harnesses on a contract basis
for a long time. There are many others but you can research
these out. Professional Motec Tuners like
Shane
Tecklenburg ,
Greg Pyles ,
Electron Speed ,
Racegrade (Motec
East/West), and
Race-Spec,
have
solid reputations and are well versed in harness construction.
UK/USA based
dce
builds the highest quality harnesses. The new firm of
Zac Perkins and Tim
Whitteridge (tim@motorsportselectronics.com) at
Motorsportselectronics
does excellent wiring, ecu calibration and systems integration
work with Motec and Pectel systems.
Jeremy Gibson at
Indy
Wiring Services LLC does the highest level of motorsport
wiring and provides full documentation and Cirris Hi-Pot testing
of every harness. Jeremy can be reached by phone at 1 (317)
371-9473 and by e-mail at jeremy@indywiring.net. Jeremy
provides Formula 1 level quality and adheres to all current
Mil-Spec testing standards and specifcations.
He is familiar with the wiring requirements for the Cosworth
Pectel SQ6, SQ6M and MQ12 series of engine controllers as well
as Bosch Motorsport controllers. Jeremy does Indy Car, NASCAR as
well as complete harness construction for club racing. Jeremy
did harness design, construction, and repair for
Cosworth/Pi Research/Pectel for 9+ years. He has more than 20
years experience in motorsports wiring. Nissan LMP1 above work
by Indy Wiring Services LLC
Jeremy gave an
interesting
interview about motorsports wiring and his 20 year
history in motorsports.
For higher end electronics you can, after the all the wiring is
done, figure on around $1,200.00 per day on site tuning
support.... Plus expenses of course.
We once built a new harness for a long term racing project,
ready for installation. Due to unrealistic attitudes and
unappreciative recipients we simply cut up the harness and saved
the connectors. Expensive 200 hour lesson.